


深川变频器在保温棉生产线的成功应用
- 关键词:深川,变频器,保温棉生产线
- 作者:山东深川电气科技有限公司
一、前言
河北廊坊市是我国岩棉、玻璃棉生产的最大基地,其流水生产线采用传统的滑差调速电控制板 调速控制板 同步器方式来控制。目前我公司在廊坊市大成县神州集团成功的改造了3条流水生产线。一条9台流水生产线,两条12台流水生产线。该设备为全自动特大型摆锤法岩棉生产线,板线有效固化长度25米,采用旋风喷水除尘脱硫工艺。改造完成后,客户反映在使用过程中运行稳定,同步效果好,精度高。节电率可达35%以,次品率比未改造前大大降低,而且产量比以前有明显提高。
二、流水生产线工艺流程(见下图)
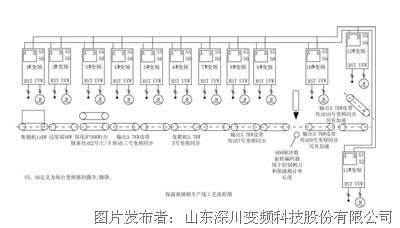
三、电气系统配置说明
根据生产工艺流程和客户提出要求配置。本控制系统保持友好人机对话功能。由人机界面 三菱PLC(GX2N) SVF-EV变频器 ormron旋转编码器组成。PLC与SVF-EV变频器(12台)进行modbus协议主从通讯。PLC为主机,所有变频器均为从机,有唯一的地址。(变频器栈号设为1-12)由人及设定运行主频率(设集锦机运行变频为主频率)采用发送广播指令给1#-12#变频器。2#-12#变频器则采用主通道(485通讯给定) 辅助通道给定(上升、下降控制)的控制方式。编码器则控制侧刀切棉机动作和保温棉总长度计算。编码器将采集的脉冲个数输入到FX2N的高速计数X1端子,PLC根据脉冲个数和机械减速比求出实际米数,(N=60(DO)/nt*1000)DO为脉冲密度。来控制侧刀动作以及在人机界面上显示线速度及总米数。而且在人机界面上可根据生产要求设定切棉条的长度。为了保证侧刀将棉条切开后成品棉迅速向后传输打卷。因此10#-12#变频器在侧刀动作瞬间应在现有运行频率基础上加5.00Hz频率。也就是说必需有一个附加速功能。加速时间约持续2S。本系统有总启/停功能,且每台变频器均有单独微升/微降、单独启停、手/自动切换功能。实现上述功能都依赖SVF-EV系列变频器强大的通讯功能和特有的主/辅信道频率给定模式,需选购SVF-EV变频器485通讯模块。