


Trio控制器在塑料封切机上的应用
- 关键词:TRIO,翠欧,人机界面,触摸屏
- 作者:阿沃德
Trio控制器在塑料封切机上的应用
1、 设备的工艺要求
(1)300-900mm长胶袋,生产约60-120个/分钟。
(2)长度误差在0.5mm内。
(3)胶袋封口处温度线,需结实耐拉。
(4)既可定长封切,又可追色封切。
(5)追色封切时,连续三次检测不到色标信号,要自动停机报警
(6)要有预警功能(即生产快到设定批量时,要提示警报)
(7)主电机调速,送料电机调速,伺服电机调速功能
(8)自动运行/手动调试功能
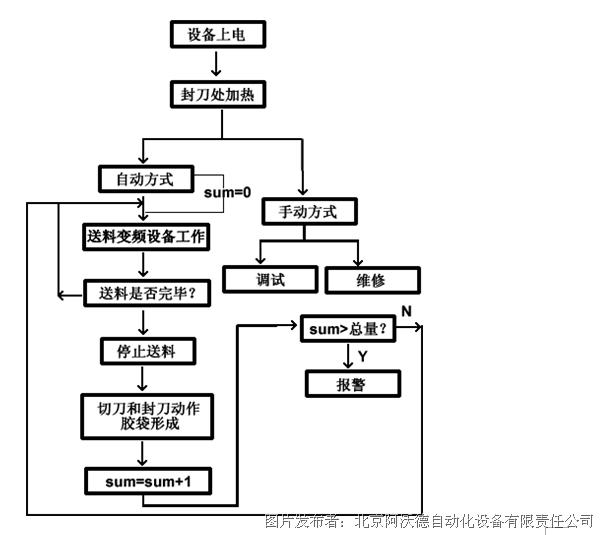
2、设备的加工过程:
(1)上电后,温控器控制封刀处加热器进行加热。
(2)自动起动后,送料变频器驱动送料电机以设定的速度输送塑料薄膜,送料感应器检测
到送料端放卷的塑料薄膜足够时,送料电机停止送料。
(3)温度到达,温度信号导通,伺服驱动器驱动主伺服电机通过机械传动装置控制切刀和
封刀的上下往复运动。
(4)切刀每向上运动一次,伺服信号导通一次,伺服电机驱动出料辊夹着塑料薄膜带转动
一次,切刀和封刀下切,胶袋形成 。
(5)设定个数到达或按停止键时,当前胶袋形成后停机,切刀和封刀停在高位停车处
加工流程图为:
 3、技术分析
3、技术分析
(1)机械设计时,主伺服电机驱动的传动比在伺服电机工作时,切刀与封刀来回往复运动
达120次/分钟。在满足伺服电机的实际连续运行转速要小于或等于其额定转速及其它
特性的要求下,伺服机构的传动比及出料辊的外径的合理设计是满足工艺要求(1)的关键。
(2)伺服传动机构采用同步带传动,伺服编码器脉冲数为2000P/R,故其本身误差远远小于0.5mm,引起定位误差较大的真正原因是由于伺服电机起停不够平滑,或者由于送料端的送料速度小于出料辊的出料速度,造成出料辊与塑料薄膜之间的相对滑动,故要根据伺服电机的起停速度调整合适的加减速时间,调整送料变频器频率使其送料速度要大于出料辊的出料速度,调整结果要以出料辊与塑料薄膜之间不发生相对滑动为准。
(3)温控器的设定温度一般设定在180℃左右,根据主电机的转速高低适当微调温控器的设定温度,以胶袋封口处结实耐拉为准。因为主电机转速较高时,封刀上下往复运动快,封口时间短,若封刀温度偏低,会导致胶袋封口处不牢。当主电机转速较低时,封口时间长,若封刀温度偏高,会导致胶袋封口处烫穿。
(4)人机界面上可设定定长封切或追色封切、切袋长度、追色长度、预警个数、送袋速度、
加速时间、减速时间,当选择为定长封切时,追色感应器无作用,TRIO运动控制器中的运动控制程序根据伺服机构的机械传动比、伺服驱动器的电子齿轮比(采用脉冲输出方式)、伺服电机变码器的线数以及出料辊的周长来设定移动的当量,根据移动当量就可以计算出伺服驱动器在运动一个袋长需要接收的脉冲,伺服电机就驱动出料辊转动带出一定长度的胶袋`。这样就实现了定长控制。
当选择追色封切时,其过程如下,伺服启动信号导通,伺服电机按照TRIO数字运动控制器中的运动控制程序预先设定的运动曲线进行加速运动、恒速运动、减速运动、低速追色、控制器接收到追色信号时,通过中断方式立即停止伺服电机。一般追色长度为10毫米,并且要求追色信号只能在追色范围内起作用,其它范围内需屏蔽掉其干扰信号。
追色封切调试时,在人机界面上设定好伺服电机的恒速速度,先将加速时间、减速时间设长,再调低速追色速度,尽可能提高低速追色速度,以追色平稳、准确为准。调整好追色速度后,再调加速时间、减速时间,尽可能调短加减
速时间,以胶袋与出料辊不发生相对滑动及追色平稳为准。
(5)控制器中的运动控制程序在追色封切时,对追色信号记数,连续三次检测不到时,控制器停止各电机运转,并使一个输出信号输出驱动报警器报警。同时运动控制器程序对批量记数,当批量达到预警值时,控制器的输出信号驱动报警器报警提示。
(6)通过外接旋钮调位器可对主电机和送料电机调速,改变人机界面上控制器的脉冲输出频率设定值可对伺服调速。
(7)控制器的运动控制程序分为自动运行与手动调试程序,自动运行程序为生产程序,手动调试程序为调机或维修时使用。
4、设备的电气部分配置
(1)数字运动控制器
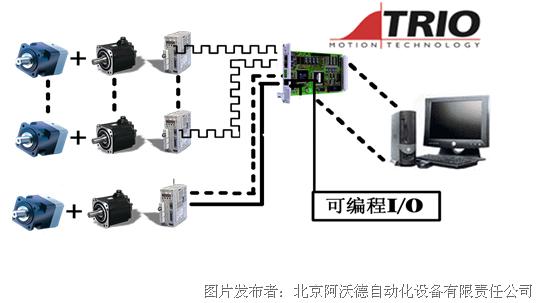
采用英国TRIO公司的Euro-205X的3U结构的独立型板卡的控制器,该控制器采用最新的DSP微处理技术和先进的伺服控制算法和网络总线控制技术,具有ModBus协议的串口通讯可以直接与人机界面进行通讯数据交换。该控制器既可以控制伺服电机也可以控制步进电机,还可以采用0~±10V的模拟电压输出控制变频器,而且轴数可以根据设备的需要任意定义,这款控制器最多可以到4轴,在这里我们选用伺服的基板,采用脉冲输出控制两个伺服电机的位置控制方式,一个0~±10V的模拟电压输出控制变频器来驱动送料变频电机的速度。带有可编程的可任意定义的输入/输出通道。
控制原理框图:
(2)伺服驱动器和伺服电机
伺服电机采用日本松下最新的A4系列的伺服电机,控制切刀的主驱动伺服电机采用MDDDT3530003/MDMA082P1G和驱动出料辊的驱动的伺服电机采用MDDDT5540003/MHMA152P1G
(3)人机界面采用WinView的触摸屏MT508TV45WV
结论:
经过设计、安装、调试,每分钟可以大约150个左右,长度误差在0.5mm以内。得到了用户的好评。