


台安E310变频器在双变频立式包装机上的应用
供稿:台安科技(无锡)有限公司
- 关键词:台安,E310变频器,,双变频立式包装机
一.设备概述:

图1 立式包装机外观图
立式包装机适合于各类膨化食品、糖果、花生、瓜子、种子、爆米花等颗粒状、条状、片状物体和奶粉、洗衣粉、淀粉、食盐等粉状物体以及酱包等液体的自动化包装。包装袋长一般为80~300mm,包装速度为5~100包/分。
二.控制系统组成
双变频立式包装机由PLC+触摸屏+2台E310变频器+编码器+色标传感器及继电器组成电控系统;温控电路由智能型温控表、固态继电器、热电偶元件等组成,控温精确,显示直观,设定方便;机械部分包括包装薄膜、初级导向辊筒、橡胶辊筒、导向辊筒、薄膜导向器、灌装填充物、纵向热封口辊筒、横向热封口辊筒、横向冷却封口辊筒、切口装置、分袋切割装置、成品输出装置等。
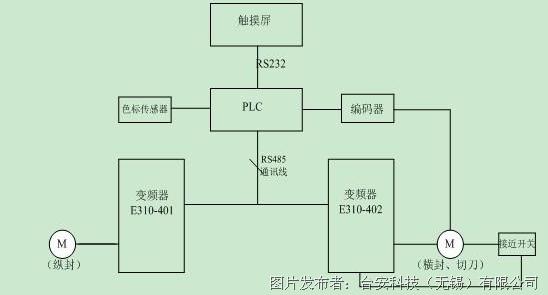
图2 双变频立式包装机工控系统
三.工作原理及流程
立式包装机在包装过程中通过材料拉伸进给装置进行进给,塑料薄膜经过薄膜圆筒形成筒状,经过热纵封装置封住侧面,同时包装物注入到袋中,横封机构根据色标光电检测装置剪切包装长度和位置.再经过冷封、切口、分袋切割制成成品。追踪系统是包装机的控制核心,由程序控制,该系统可根据被包装物品的形状和大小精确定位,采用正反向双向追踪,进一步提高了追踪精度。对包装材料在生产过程中出现的误差及时发现,同时准确的给予补偿和纠正,避免了包装材料的浪费。
两台E310变频器由一台PLC通讯控制,纵封由一台异步电机单独拖动,横封和切刀由另一台异步电机拖动。正常运行时要求两台电机保持同步,主运行频率由PLC给定,以保证袋长的精度。同时,薄膜标记传感器不断的在检测薄膜标记(色标),机械部分的编码器检测主轴机械位置,上述两种信号送至PLC,经程序运算后,如果偏差超过允许值,则由PLC输出段速信号给控制横封和切刀的变频器,段速的切换由接近开关控制,主轴每转动一圈接近开关导通一次,导通时间占1/3,以时时调整横封和切刀速度,补偿偏差,从而把包装袋长精确控制在一定范围内。检测若在追踪预定次数后仍不能达到技术要求,可自动停机待检,避免废品的产生。
四.变频器性能要求及选型
要求变频器具有RS485通讯功能,可快速响应,外部端子控制启停、点动,有段速功能,通讯控制主频率和段速频率,AC 380V输入。
选择E310-401控制纵封电机,E310-402控制横封、切刀电机。
参数 | 功能说明 | 参数 | 功能说明 |
00-03=1 | 外部端子控制 | 08-01=1 | ASCII码模式 |
00-05=4 | 通讯控制频率 | 08-02=2 | 波特率设定 |
00-07=150 | 频率上限 | 08-03=1 | 停止位选择 |
00-08=1.5 | 频率下限 | 08-04=0 | 无校验 |
00-09=0.1 | 加速时间 | 08-05=0 | 8位数据 |
00-10=0.1 | 减速时间 | 10-01=1 | 反转禁止 |
05-02=3.3 | 滑差补偿 | 10-03=10 | 载波频率 |
08-00=2,3 | 变频器通讯站别 |
使用双变频控制的优势:
1)相对于使用伺服或步进电机进行偏差补偿控制的机器,使用变频器进行偏差补偿控制具有明显的成本优势。
2)具有较高的稳速精度和快速动态响应,简化传动系统,提高了机器运转的稳定性和可靠性,延长了使用寿命,减小企业维修费用。
3)实现包装机高效、低损耗、自动检测等多功能。