


如何实现小线段连续轨迹的插补运动
供稿:深圳市正运动技术有限公司
- 关键词:插补运动,连续轨迹,正运动
- 摘要:在数控加工等应用中,要求数控系统对机床进行平滑的控制,以防止较大的冲击影响零件的加工质量。运动控制器的前瞻预处理功能可以根据用户的运动路径计算出平滑的速度规划,减少机床的冲击,从而提高加工精度。
在数控加工等应用中,要求数控系统对机床进行平滑的控制,以防止较大的冲击影响零件的加工质量。运动控制器的前瞻预处理功能可以根据用户的运动路径计算出平滑的速度规划,减少机床的冲击,从而提高加工精度。
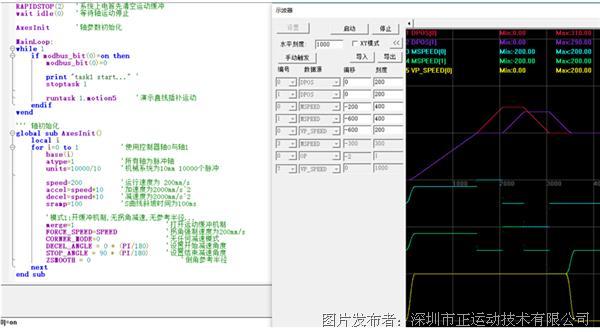
下面用一个实例来说明前瞻预处理的机制优势。 假设机床要加工一个长方形的零件,刀具所走的轨迹如下图所示。假设m点到n点距离100个单位长度,有10段规划。n点到p点距离80个单位长度,有8段规划。每段规划10个单位长度。整个程序的加工程序如下图,图左所示,加工程序如下图,图右所示:

如果按照下图merge=0不使用前瞻模式所示的速度规划,即在拐角处减速为 0,可以最大限度保证加工精度,但加工速度就会慢下来,整个加工时间比较长(2.5s*4=10s以上)。

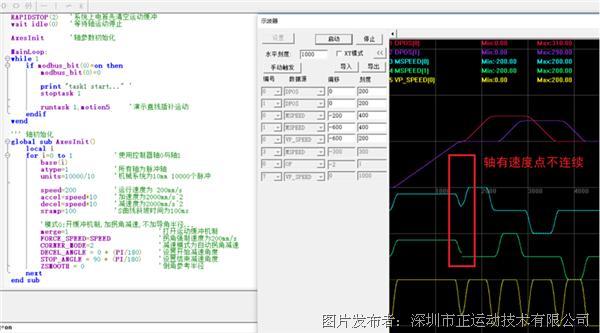
如果按照下图merge=1所示的速度规划,即在拐角处合成矢量速度不减速,则加工精度一定会较低,而且可能在拐弯时对刀具和零件造成较大冲击(可见轴0与轴1的MSPEED阶跃变化很大)。
如果按照下图merge=1,开启拐角自动减速模式,但不开启导角半径的速度规划,即在拐角处合成矢量速度不减速,则效率很高,各州速度比较平滑,但可能在有些拐弯处对刀具和零件造成有些速度冲击(可见轴0与轴1的MSPEED轴有位置点有阶跃变化很大,2轴速度分量不连续)。
如果按照下图merge=1,开启拐角自动减速模式,开启导角半径的速度规划,即在拐角处合成矢量速度不减速,则效率很高,各州速度比较平滑,是最优的速度加工模式。
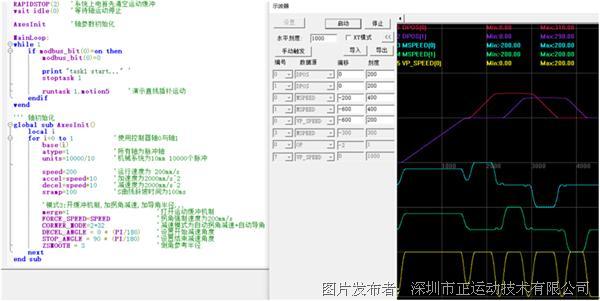
由几种速度约束可以直观地了解,使用合理的前瞻预处理功能与参数来规划速度,在小线段加工过程中的对速度的显著提升。
发布时间:2019年4月24日 16:45 人气: 审核编辑(王静 )
更多内容请访问(深圳市正运动技术有限公司)