


开放式激光振镜运动控制器(五):ZMC408SCAN光纤激光器能量控制
供稿:深圳市正运动技术有限公司
- 关键词:激光振镜,运动控制器,激光技术
- 作者:正运动
- 摘要:上一节介绍了控制器的功能、硬件参数与硬件接口的特点等,本节主要介绍激光相关的接口与如何实现激光能量的控制。本节以FIBER类型的激光器为例,采用控制器的 EXIO扩展接口通过标准的FIBER激光器转接板连接激光器。
上一节介绍了控制器的功能、硬件参数与硬件接口的特点等,本节主要介绍激光相关的接口与如何实现激光能量的控制。
本节以FIBER类型的激光器为例,采用控制器的 EXIO扩展接口通过标准的FIBER激光器转接板连接激光器。
通过EXIO_DIR 指令配置转接板的端子是做输入口还是输出口,之后便可参考激光器的手册,使用IO控制指令控制激光器的能量和开关。
01 ZMC408SCAN硬件说明
ZMC408SCAN是正运动技术新推出的一款支持EtherCAT总线的开放式激光振镜运动控制器,专为工业激光+振镜+运动控制方面的应用而设计。支持16路运动轴的复杂连续轨迹控制需求,可实现振镜轴+脉冲轴+总线轴的混合插补。

1.ZMC408SCAN实现激光加工包含运动控制与激光控制两大部分,只需一台ZMC408SCAN控制器便可实现振镜控制+激光能量控制+运动轴控制。
(1)运动控制:使用常用的电机驱动设备(脉冲型或EtherCAT总线型驱动器均支持),或者通过激光振镜实现运动;
(2)激光控制:通过LASER、支持PWM功能的OUT输出口或者EXIO扩展接口连接市面上常用的多种类型的激光器。使用MOVE_OP指令控制激光开关,MOVE_PWM指令调节激光的频率和占空比,另外还有MOVE_DELAY指令和MOVEOP_DELAY指令控制开关光的延时。
2.ZMC408SCAN在激光加工领域的优势。
(1)ZMC408SCAN内置高精度PSO位置同步输出功能,在加工圆角、曲线部分时即使进行了减速调整,在高速加工的场合,也能控制激光输出的间距保持恒定;
(2)支持激光振镜控制和振镜反馈,包含2个振镜接口,支持2D振镜和3D振镜,配合不带加减速的运动指令MOVESCAN,拐角处振镜加工自动延时,完成精准高效的激光控制,提高激光加工设备的产能;
(3)通过指令在运动中灵活的调节激光开关/关光延时,响应快,精确到us级别的控制,且设置过程简单,大大缩短了工程师的调参时间;
(4)自带LASER激光器控制接口,支持支持IPG、YLR、YLS等类型激光电源,还带一个EXIO扩展IO接口,通过定制转接板,灵活控制市场上主流的各种激光器;
(5)支持PC同时控制16个ZMC408SCAN控制器同时工作,形成一种振镜阵列的激光加工;
(6)板载4路高速差分脉冲输出,并带4路高速差分编码器反馈,支持EtherCAT总线驱动器的控制,支持5轴XYZAC轴的插补,支持振镜轴与运动轴混合插补。
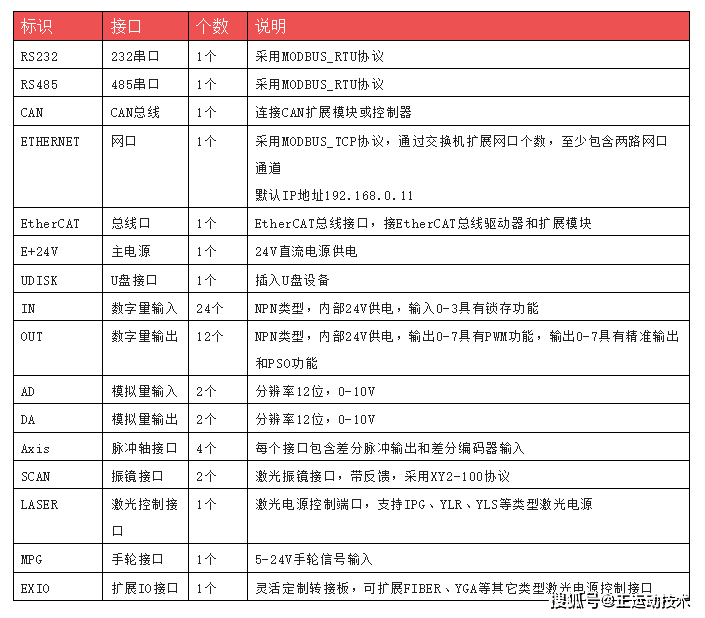
3.接口说明。
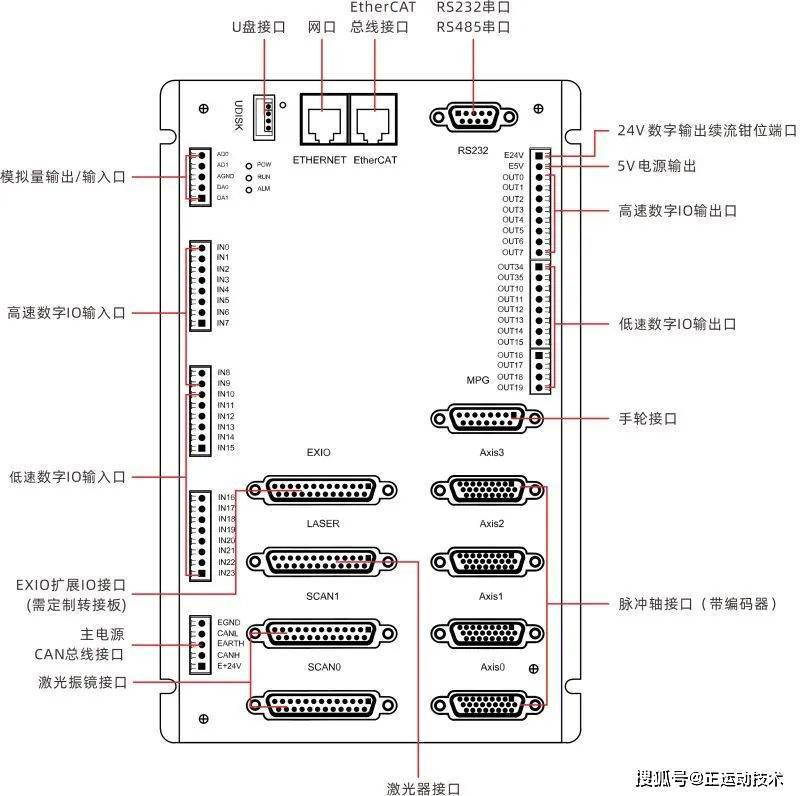
控制器的接口说明如下表:
4. EXIO扩展FIBER激光器。
ZMC408SCAN控制FIBER激光器,需要通过EXIO扩展接口连接ZMC408SCAN-FIBER扩展板,转换TTL信号后控制激光器的激光使能、红光开关以及8位数字量输出口控制激光能量,接线完成还需使用指令配置EXIO扩展接口,配置连接扩展板的输入/输出信号。

EXIO_0-EXIO_19 均可配置成输入/输出口,所对应输入/输出口的编号参见下表。
EXIO接口经转换板转接之后,参考对应激光器引脚,再通过指令EXIO_DIR进行配置对应位映射输入输出,配置完成即可通过输出命令控制对应的IO口。
指令语法:
EXIO_DIR(isel, dirbit)
Isel:0(指定激光器类型)
dirbit: 按位设置是否输出, 0- 输入, 1-输出 (自定义配置转接口对应的信号类型)
示例:
EXIO_DIR(0, $8FFFF) 'FIBER转接板配置
EXIO扩展IO接口采用25针母头,引脚的说明如下表,主要包含0-19一共20个IO接口,IO配置完使用时参考右侧对应的输入/输出的轴号说明。
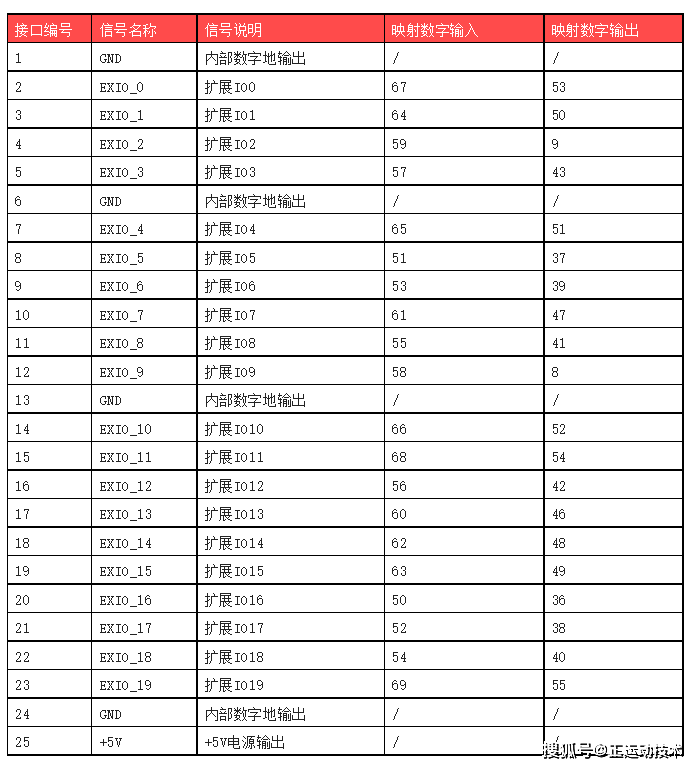
注意:IO配置完使用时参考右侧对应的输入/输出的轴号说明。
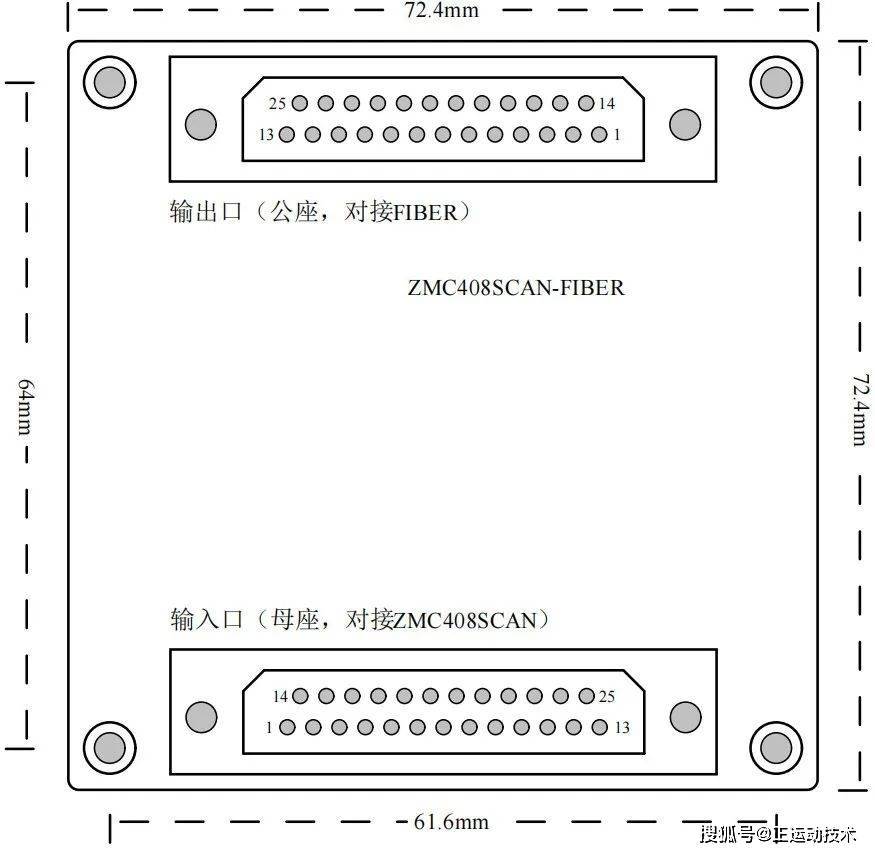
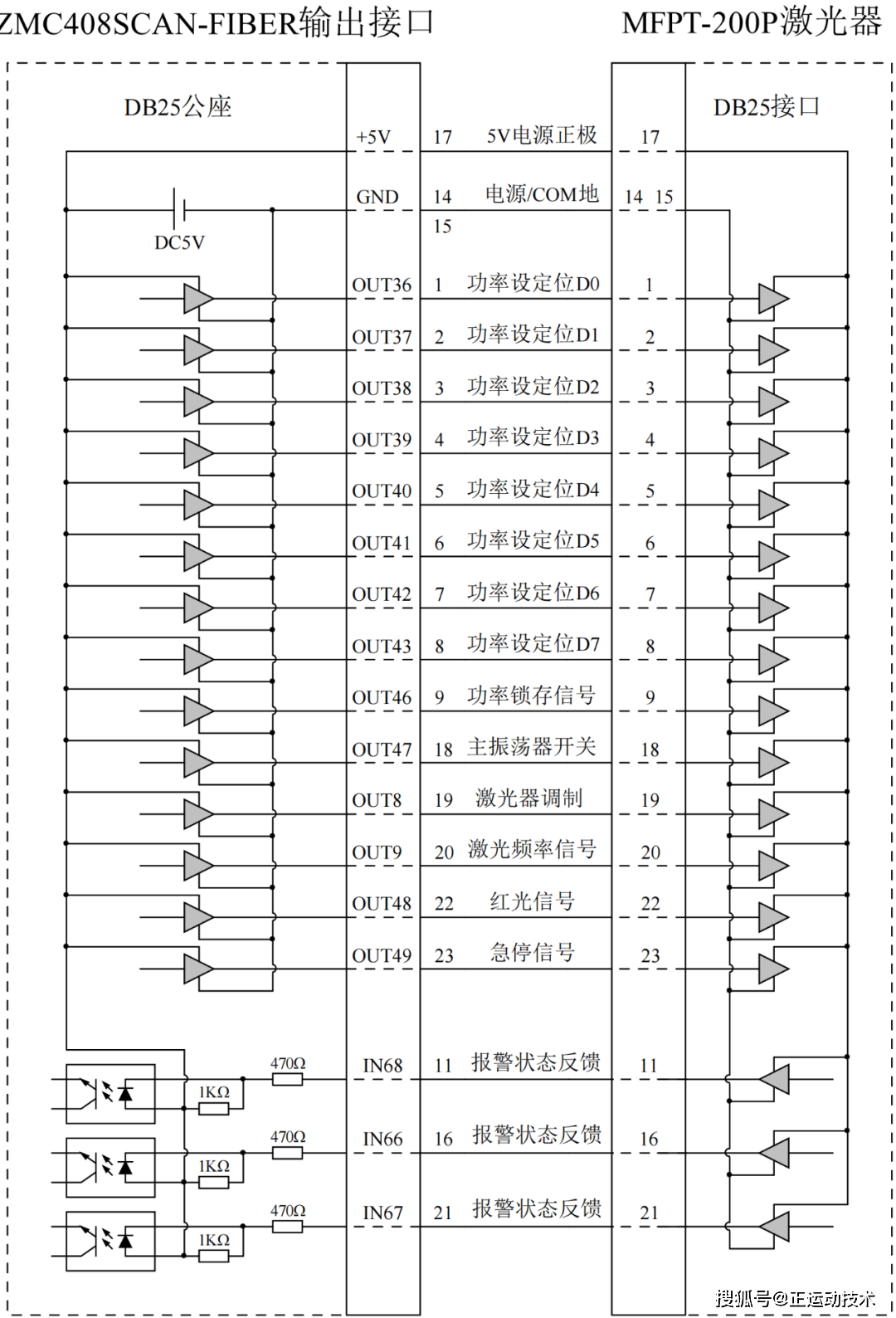
5. FIBER激光器转接板输出接口。
ZMC408SCAN-FIBER 采用DB25公头接口,可控制JPT、MOPA、IPG、YLP、YLPN、创鑫、锐科等激光器。扩展IO功能需要设置EXIO_DIR(0, $8FFFF),确定针脚的输入输出信号。
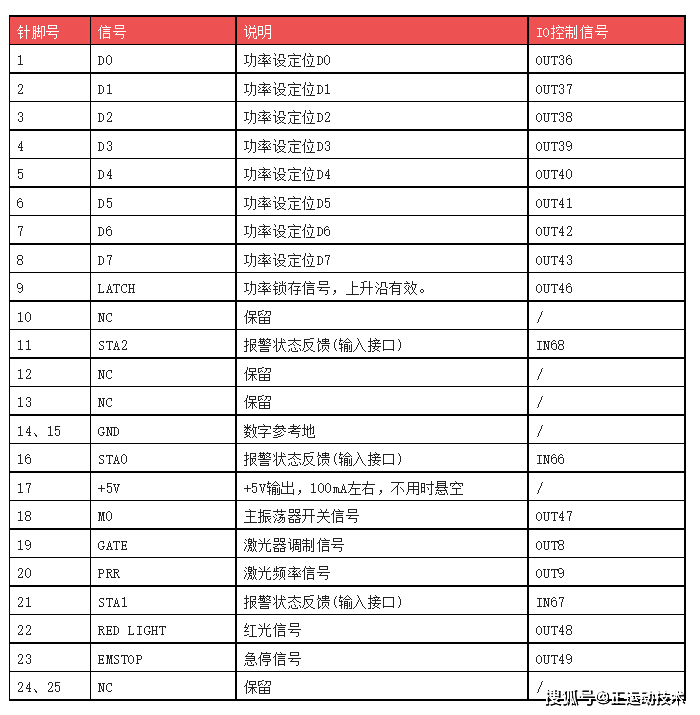
FIBER激光器转接板输出接口说明如下表:
02 FIBER激光器控制实例
1.使用参考步骤
(1)请按照以上接线说明正确接线;
( 2)上电后请选用EtherNET、RS232(默认参数可直接连接)、RS485(默认参数可直接连接,硬件需使用转接头)三种任一种接口连接ZDevelop;
( 3)通过ZDevelop在线命令发送指令EXIO_DIR(0,$8FFFF);
( 4)通过ZDevelop视图栏中输入输出窗口操作监控对应IO点;
( 5)通过ZDevelop视图栏中AD/DA窗口操作监控对应模拟量输入输出口;
( 6)通过ZDevelop在线命令发送指令PWM_FREQ(PWM编号) = 频率,PWM_DUTY(PWM编号) = 占空比。
2.控制器与激光器接线
以ZMC408SCAN控制FIBER激光器为例,分为运动控制和激光控制两部分。
→运动控制部分采用脉冲驱动器。
→激光控制部分采用EXIO扩展IO接口扩展,通过Fiber转接板连接激光器。
→控制器与转接板、激光器与转接板均采用标准DB25线直连,配线简单方便。接线参考图如下:

EXIO扩展IO配置:
说明:采用EXIO接口扩展后,均需要使用EXIO_DIR指令对扩展IO进行方向配置才可正常使用。
按上节接线完成后,配置好EXIO扩展IO接口的IO方向之后才能控制激光器,FIBER转接板扩展IO功能设置EXIO_DIR(0, $8FFFF)。
3.控制器与脉冲驱动器接线
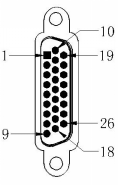
ZMC408SCAN提供4个本地差分脉冲轴接口,同时包含差分编码器输入,每个接口为标准DB26母座。
本次接线使用AXIS 0和AXIS 1接口连接脉冲驱动器。
与松下A5/A6伺服驱动器接线参考示例:
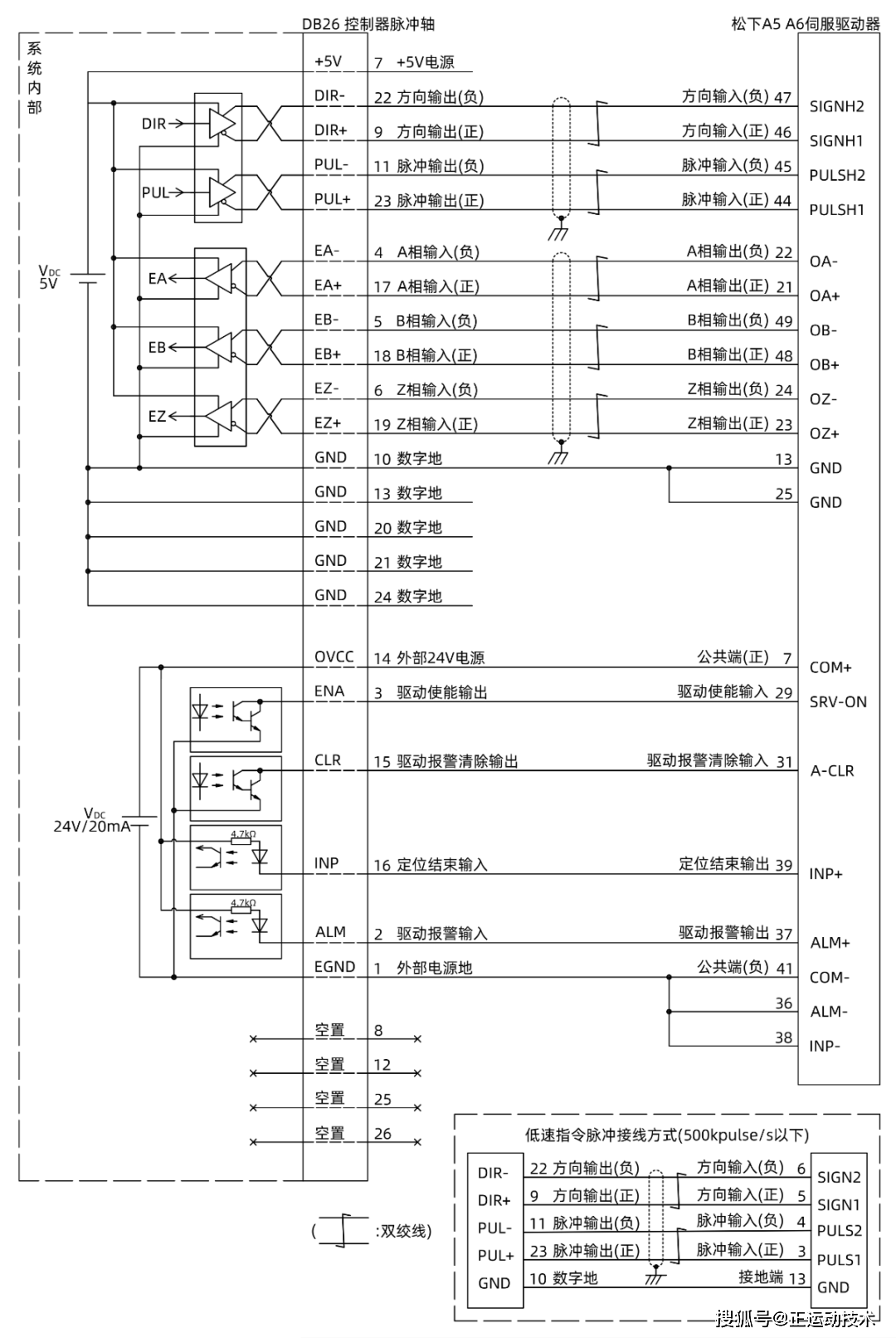
(1)差分脉冲轴接口接线原理如上图所示,不同型号驱动器接线方法存在差异,请谨慎连接;
(2)请使用屏蔽双绞线接线,尤其是环境恶劣的场合,务必使屏蔽层充分接地。
4.激光控制说明
例如MFPT-200P激光器的控制端口针脚说明如下表,对比上表可知,FIBER-DB25头转接板输出接口采用与该激光器匹配的标准端口,针脚定义一致,可直接与该激光器相连,再通过OUT引脚控制激光器。
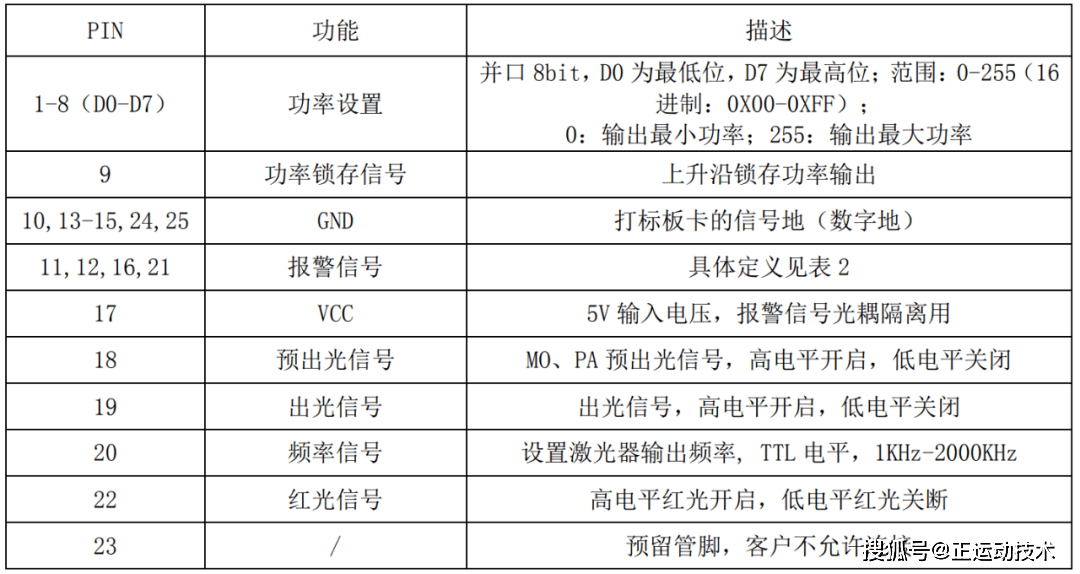
主要控制端子说明:
(1)功率信号定义:设置针1~8的TTL信号,通过TTL信号的组合来设置泵浦激光二极管的电流,从而控制激光器的输出功率。通过1~8针可以设置0~255范围内的编码,对应于0~100%的功率输出。
(2)电源:针17和GND组成激光器控制端口的供电回路,采用5V直流供电。
激光器相关操作如下:
(1)激光器类型设置:调用指令EXIO_DIR设置EXIO激光器类型为FIBER类型。
(2)激光器功率设定:调用指令AOUT(3)操作DA(3)修改D0-D7的值范围0-255对应激光器0-100%的功率。AOUT(3)的值按位也对应到输出口OUT36-OUT43的状态。
(3)激光器打开:调用指令MOVE_OP操作OUT47打开激光器使能,延时5ms后调用指令MOVE_OP操作OUT(8)打开激光。
(4)激光器红光:调用指令MOVE_OP操作OUT(48)打开红光。
(5)激光器PWM功率设置:调用指令PWM_FREQ操作PWM9设置PRR信号输出频率,调用指令PWM_DUTY操作PWM9设置PRR信号占空比。
5.接线参考
(1)以上为MFPT-200P的接线示例,具体选择对接的引脚也可以此为参考自行定义;
(2)建议采用带屏蔽层的接线,并且使屏蔽层充分接地(机壳)。
6.应用例程
(1)Basic程序如下:激光控制采用FIBER转接口连接激光器,运动控制采用两个脉冲轴。在变量初始化程序中可定义使用红光或激光的模式,自行设置激光功率和运动速度等参数。
' **********************************************************参数初始化
Sub_VarDefine() '定义变量
Sub_AxisInit() '初始轴参数
Sub_SetExioFiber 'Fiber转化板参数设置
Sub_MovePoint() '激光打标轨迹
END
' **********************************************************变量定义初始化
Global Sub Sub_VarDefine()
Global Const Gc_AxisX = 0
Global Const Gc_AxisY = 1
Global Const Gc_Out_Laser = 8 '出光OUT口
Global Const Gc_Out_LaserEnable = 47 '激光使能
Global Const Gc_Out_Red = 48 '红灯
Global Const Gc_Aout_Laser = 3 '激光能量模拟量输出口
Global Gv_StartDelay '开关延时us
Gv_StartDelay = 1000
Global Gv_LastDelay '关光延时us
Gv_LastDelay = 1000
Global Gv_JumpDelay '跳转延时us
Gv_JumpDelay = 1000
Global Gv_LaserPower '激光功率0-2^8
Gv_LaserPower = 128
Global Gv_EmpSp '空移速度
Gv_EmpSp = 1000
Global Gv_WorkSp '加工速度
Gv_WorkSp = 500
Global Gv_WorkMode '加工模式 0-红光 1-激光
Gv_WorkMode = 1
End Sub
' **********************************************************轴参数初始化
Global Sub Sub_AxisInit()
base(Gc_AxisX,Gc_AxisY)
Atype = 1,1 '轴类型 振镜轴
Units = 500,500 '脉冲当量
speed = 100,100 '运动速度
Accel = 1000,1000 '加速度
AXIS_ZSET = 3,3 '开启精准输出
End Sub
' **********************************************************激光打标
Global Sub Sub_MovePoint()
MOVE_Aout(Gc_Aout_Laser,Gv_LaserPower) '设置能量
MOVE_op(Gc_Out_LaserEnable,ON) '打开激光使能
MOVE_DELAY(10)
TRIGGER
'空走到加工位置的起点
Sub_MoveEmp(14.2832, 3.5592)
'画Z字
Sub_MoveLine(4.2832, 3.5592, FALSE)
Sub_MoveLine(14.2830, 14.9148, FALSE)
Sub_MoveLine(4.2832, 14.9855, TRUE) '打完光关
'空走
Sub_MoveEmp(17.6486, 3.5592)
'画M字
Sub_MoveLine(22.6710, 14.8556, FALSE)
Sub_MoveLine(27.1511, 3.5592, FALSE)
Sub_MoveLine(30.5504, 14.8556, FALSE)
Sub_MoveLine(34.4905, 3.5592, TRUE) '打完光关
'空走
Sub_MoveEmp(46.0790, 3.8680)
'画C字
Sub_Movecirc(45.2292, 14.8555, 43.5014, 9.1953, 1, TRUE) '打完光关
MOVEABS(0,0) '空移到原点
MOVE_Aout(Gc_Aout_Laser,0) '关闭能量
MOVE_op(Gc_Out_LaserEnable,OFF) '关闭激光使能
End Sub
' **********************************************************fiber转换板处理
GLOBAL SUB Sub_SetExioFiber()
'修改扩展接口方向为输出
EXIO_DIR(0, $FFFFF)
END SUB
' **********************************************************空移到起点
Global Sub Sub_MoveEmp(StartX,StartY)
base(Gc_AxisX,Gc_AxisY)
FORCE_SPEED = Gv_EmpSp
MOVEABS(StartX,StartY) '空移到起点
MOVE_DELAY(Gv_JumpDelay/1000) '跳转延时
if Gv_WorkMode =1 then
MOVE_OP(Gc_Out_Laser, ON)
ELSE
MOVE_OP(Gc_Out_Red, ON)
endif
MOVE_DELAY(Gv_StartDelay/1000) '开光延时
End Sub
' **********************************************************直线运动
'Xpos 运行结束点X坐标
'YPos 运行结束点Y坐标
'If_End 是否最后的结束点,是启动关光参数
Global Sub Sub_MoveLine(XPos,YPos,If_End)
FORCE_SPEED = Gv_WorkSp
MOVEABS(XPos,YPos) '运动到加工点
if(If_End) then
MOVE_DELAY(Gv_LastDelay/1000)'关光延时
if Gv_WorkMode =1 then
MOVE_OP(Gc_Out_Laser, OFF)
ELSE
MOVE_OP(Gc_Out_Red, OFF)
endif
endif
End Sub
' **********************************************************平面圆弧运动
'Xend,Yend 圆弧结束点XY坐标
'Xcentre,Ycentre 圆弧圆心XY坐标
'direction 画弧方向
'If_End 是否最后的结束点,是启动关光参数
Global Sub Sub_Movecirc(Xend,Yend,Xcentre,Ycentre,direction,If_End)
FORCE_SPEED = Gv_WorkSp
MOVECIRCABS(Xend,Yend,Xcentre,Ycentre,direction) '运动到加工点
if(If_End) then
MOVE_DELAY(Gv_LastDelay/1000) '关光延时
if Gv_WorkMode =1 then
MOVE_OP(Gc_Out_Laser, OFF)
ELSE
MOVE_OP(Gc_Out_Red, OFF)
endif
endif
End Sub
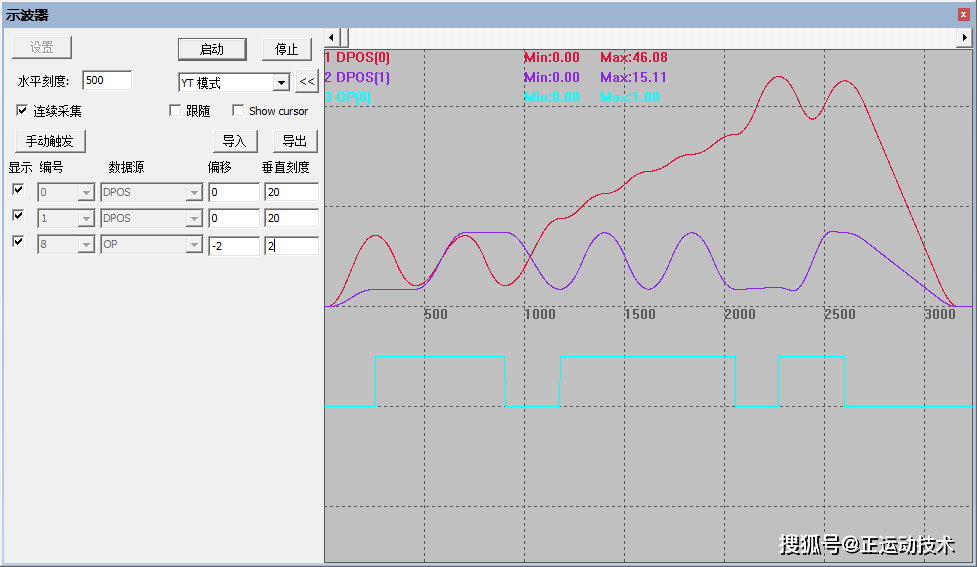
(2)示波器采样运动结果:从原点走到加工起始点,打标ZMC字样,完成后回到原点。
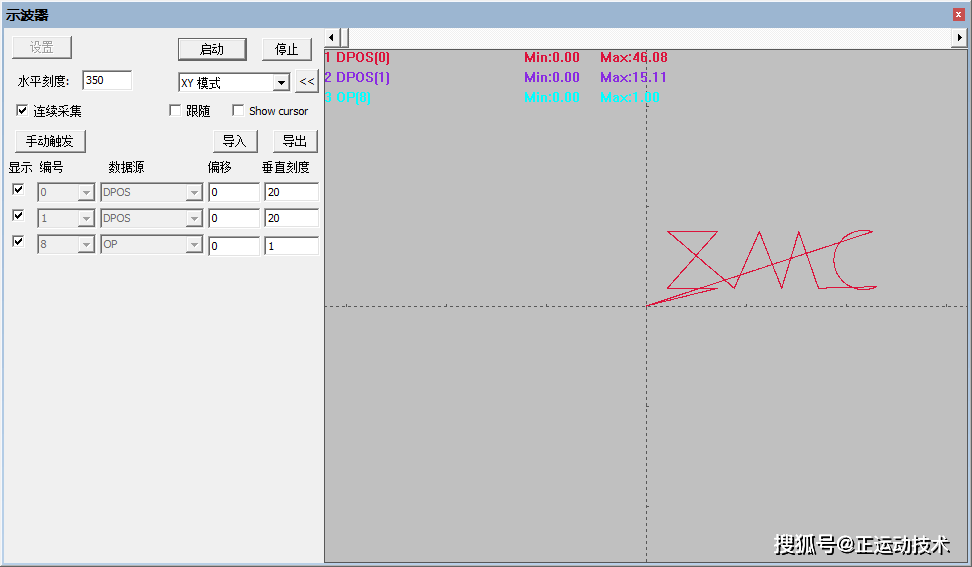
(3)XY模式下的打标轨迹。
(4)XYZ模式下的打标轨迹:Z轴为激光开关信号,能区分打标和空走的部分。

更多精彩内容请关注“正运动小助手”公众号,需要相关开发环境与例程代码,请咨询正运动技术销售工程师:400-089-8936。<section data-source="bj.96weixin.com" style="margin: 20px 0px 15px; padding: 0px; outline: 0px; max-width: 100%; color: rgb(34, 34, 34); font-size: 17px; letter-spacing: 0.544px; background-color: rgb(255, 255, 255); font-family: -apple-system-font, BlinkMacSystemFont, " helvetica="" neue",="" "pingfang="" sc",="" "hiragino="" sans="" gb",="" "microsoft="" yahei="" ui",="" yahei",="" arial,="" sans-serif;="" min-height:="" 1em;="" text-indent:="" 2em;="" line-height:="" 1.75em;="" box-sizing:="" border-box="" !important;="" overflow-wrap:="" break-word="" !important;"=""> 本文由正运动技术原创,欢迎大家转载,共同学习,一起提高中国智能制造水平。文章版权归正运动技术所有,如有转载请注明文章来源。 正运动技术专注于运动控制技术研究和通用运动控制软硬件产品的研发,是国家级高新技术企业。正运动技术汇集了来自华为、中兴等公司的优秀人才,在坚持自主创新的同时,积极联合各大高校协同运动控制基础技术的研究,是国内工控领域发展最快的企业之一,也是国内少有、完整掌握运动控制核心技术和实时工控软件平台技术的企业。主要业务有:运动控制卡_运动控制器_EtherCAT运动控制卡_EtherCAT控制器_运动控制系统_视觉控制器__运动控制PLC_运动控制_机器人控制器_视觉定位等等。