


SMC6480锁螺丝机控制系统的应用介绍
- 关键词:运动控制器,G代码,锁螺丝
- 作者:刘玉平 赵向前
- 摘要:编程是自动化设备开发过程中非常重要的一部分,目前有很多种流行的自动化设备开发语言,各种语言的编程难易程度、功能特点均不尽相同,而G代码因其易学易用、编程方便等优点已被广泛应用与数控机床以及其他自动化设备中。 SMC6480运动控制器与传统PLC运动控制系统相比在编程灵活性、插补性能及成本控制方面具有极大优势,不但具有PLC的I/O逻辑控制功能,而且不需要任何扩展模块即可实现高精度高速度直线插补、圆弧插补、螺旋插补等轨迹控制。本文通过一个自动锁螺丝机运动控制系统的案例,详细介绍了使用SMC6480运动控制器通过G代码编程控制锁螺丝动作并自动检测各种IO信号的方法。
一、 运动控制器简介
SMC6480运动控制器是雷赛智能自主研发的基于10/100M以太网的通用型独立式运动控制器,可支持多个控制器和PC机组成运动控制系统;也可脱机独立运行,应用于各种需要独立运行的场合。
本控制器基于嵌入式处理器和FPGA的硬件结构,插补算法、脉冲信号的产生及加速和减速控制、I/O信号的检测处理,均由硬件和固件实现,确保了运动控制高速、高精度及系统稳定。该系列控制器可控制4个步进或伺服电机,具有最高5MHz脉冲频率、四轴直线插补、两轴圆弧插补、连续曲线插补、S形曲线速度控制等高级功能。通过简单的编程即可开发出稳定可靠的高性能连续轨迹运动控制系统。
二、 全自动锁螺丝机
图1、图2是某公司开发的两款全自动锁螺丝机,核心控制单元均采用SMC6480控制器,使用G代码编程控制整个锁螺丝的过程,其单轴锁螺丝的动作流程如图3所示。

图1 多轴式全自动锁螺丝机

图2 单轴式全自动锁螺丝机
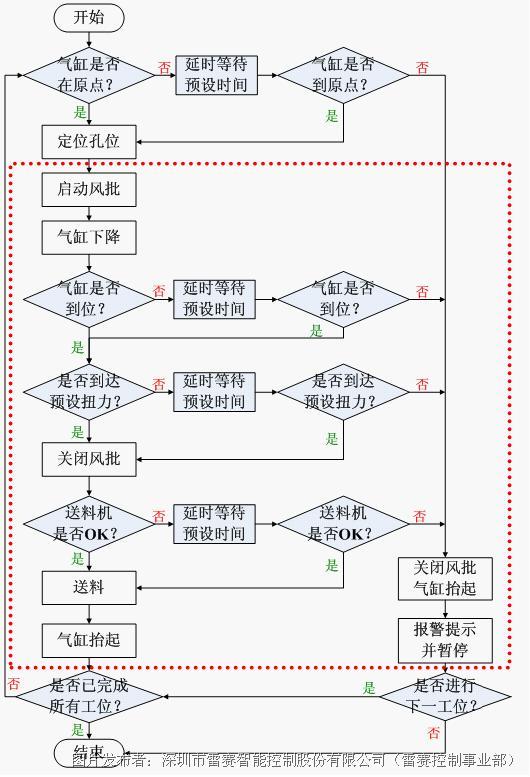
图3 单轴锁螺丝机流程
图3中,红色虚线框中的动作流程都是通过IO口实现的,例如气缸是否到位、送料机是否OK等都是通过输入口检测的,而气缸的动作、风批的启停等都是通过输出口控制的。对于每一个螺丝孔工位,这些动作流程都是一样的,如果对每个工位均编写G代码,不仅繁琐而且容易出错,若调用子程序,过程仍有些繁琐且不容易理解,因此雷赛针对这一动作流程,制定了锁螺丝专用的G代码指令:M16,当分配好IO口的功能后,图3虚线框中所示的流程,只需这一条指令便可实现。
三、应用实例
例如图4所示的工件有四个螺丝孔,坐标分别如图所示:
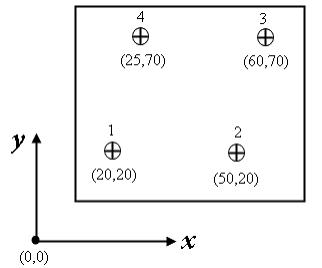
图4 工件
其G代码程序如下:
N01 M07 // 气缸抬起至原点(打开输出口1)
N02 M82 S1 // 等待气缸原点有效(等待输入口1有效)
N03 G26 X Y // XY轴回机械原点
N04 G00 X20 Y20 //快速定位至第1个孔位处
N05 M16 //执行锁螺丝动作
N06 G00 X50 Y20 //快速定位至第2个孔位处
N07 M16 //执行锁螺丝动作
N08 G00 X60 Y70
N09 M16
N10 G00 X25 Y70
N11 M16
N12 M02 //程序结束
从上面的G代码程序可以看出,使用专用指令后,不仅简化了编程的步骤,且通俗易懂,减少了编程错误,节约了大量时间,并且雷赛公司现已开发出CAD导图软件,用户可将绘制好的图形导入软件,直接生成G代码程序。
四、SMC6480锁螺丝机系统
图5、图6所示为SMC6480锁螺丝机系统的控制界面,目前雷赛公司已经开发出单轴式与多轴式全自动锁螺丝机系统,此系统功能强大,具有以下特点:
1. 提供了专用的锁螺丝G代码指令,简化了各种较为繁琐的步骤,终端用户只需要确定螺丝孔的坐标位置,调用专用指令就能完成一系列动作;
2. CAD导图软件大大简化了编程步骤;
3. 提供了丰富的IO信号接口;
4. 调试方便,可以模拟运行或单步调试锁螺丝的各个步骤;
5. 可设置各种参数,例如电机参数、速度参数、文件参数、各种信号参数等;
6. 存储空间大,控制器可存储99个加工文件;
7. 灵活性高,其上下运动轴可采用气缸驱动也可采用电机驱动

图5 SMC6480锁螺丝机系统运行界面
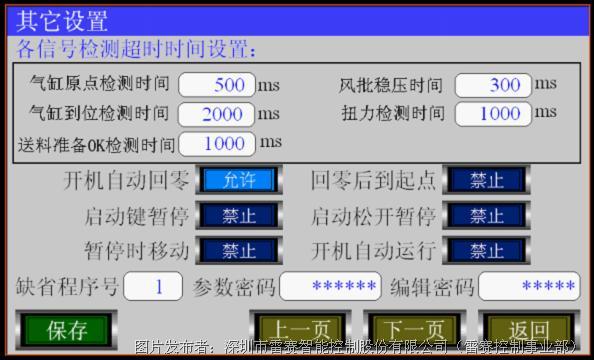
图6 SMC6480锁螺丝系统参数设置界面
五、总结
综上所述,我们可以看出,和PLC相比SMC6480运动控制器具有运动控制功能多、处理I/O信号能力强、使用方便等优点,其专用的控制系统可以帮助用户大大缩短开发设备的周期且容易被终端用户接受。