


MOTEC 数控车床解决方案
- 关键词:数控车床应用,Control-mind系统车床解决方案
- 摘要:车床简介 电气控制 系统介绍 总结 联系方式
1.简介
数控车床作为当今使用᳔广泛的数控机床之一,主要用于加工轴类、盘套类等回转体零
件,能够通过程序控制自动完成内外圆柱面、锥面、圆弧、回转体端面、螺纹等工序的加工。
具有直线插补、圆弧插补各种补偿功能,并在复杂零件的批量生产中发挥了良好的经济效果。
数控车床是一种高度自动化的机床,是用数字化的信息来实现自动化控制的,将与加工
零件有关的信息——工件与刀具相对运动轨迹的尺寸参数(进给执行部件的进给尺寸)、切削
加工的工艺参数(主运动和进给运动的速度、切削深度等),以及各种辅助操作(主运动变速、
刀具更换、冷却润滑液关停、工件夹紧松开等)等加工信息——用规定的文字、数字和符号
组成的代码,按一定的格式编写成加工程序单,将加工程序通过控制介质输入到数控装置中,
由数控装置经过分析处理后,发出各种与加工程序相对应的信号和指令控制机床进行自动加
工。数控车床工作的原理与过程通过下述的数控车床组成可得到更明确的说明。
车床种类很多,包括卧式车床、立式车床、转塔车床、仿形车床、专用车床等。从机械 结构上看,数控车床的结构形式由床身、主轴箱、刀架进给系统,液压、冷却、润滑系统等部分组成。各部分控制都由数控系统完成。
2.电气控制
Control-mind 系统用于铣床电气控制结构图。
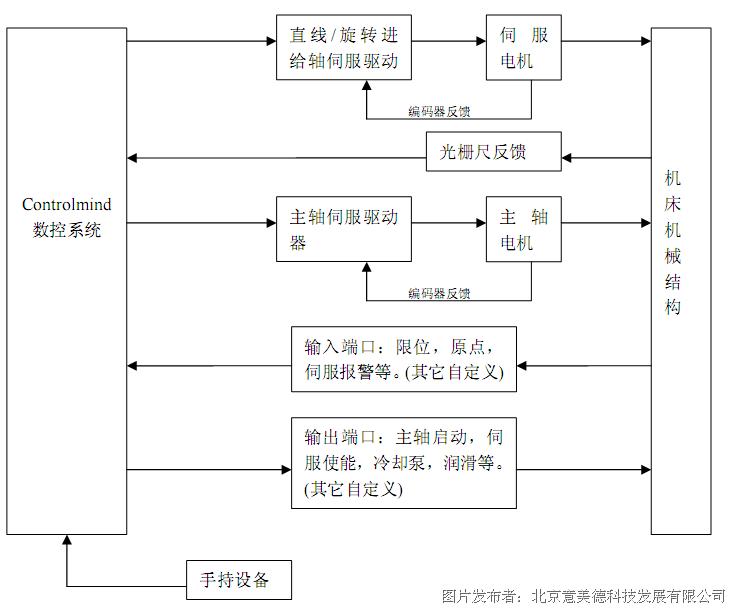
端子板:4 轴控制接线,16 输入端口(光耦隔离),16 输出端口(光耦隔离)

3.系统介绍

3.1 G 代码格式
识别国际标准 DIN66025 G 代码,兼容西门子系统 ISO G 代码文件。可实现点、线、圆 弧、等插补,极坐标转换,数据变换,螺纹切削,精车削加工,直线粗车复合循环,端面粗车复合循环,成形材粗加工循环,端面车削循环,直线车削循环,复合螺纹切削循环,外径 固定切削循环,螺纹切削固定循环,端面固定车削循环,钻孔固定循环,攻丝循环,镗孔循环,主轴同期控制等。
3.2 主轴控制
主轴运转方式
可通过模拟量,通讯方式连接变频器或伺服器控制主轴,正反转及无级调速。 恒定切削速度
在车削非圆柱形内、外径时,车床主轴转速可以连续变化,以保持实时切削位置的切 削线速度不变(恒定)。使用此功能不但可以提高工效,还可以提高加工表面的质量,即切削 出的端面或锥面等的表面粗糙度一致性好。
主轴/C 轴切换
主轴电机使用伺服电机,平时作为刀具主轴使用,有特殊工件/特殊工艺需要时切换为进给轴配合其它轴联动。
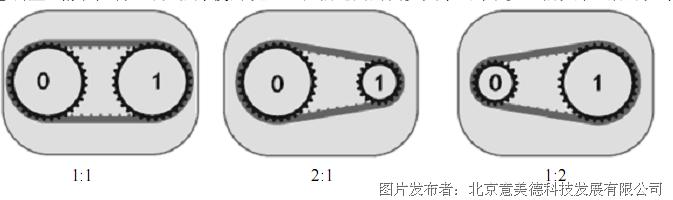
主轴同步控制
可实现两轴或多轴间的同步,不同电子齿轮比控制。同步运动中实时检测各轴位置,动
态调整,精准控制。可以很方便的设置主从轴之间的同步关系,用于多主轴机床,滚齿机等。
3.3 多种补偿
间隙补偿:由于机械原因轴换向时产生机械间隙,通过此补偿设置正负值进行间隙修正。 跟随误差补偿:通过高级 pid 算法,降低跟随误差,使加工轨迹更接近理想值。
丝杠螺距补偿:对进给轴各轴位置分段进行补偿,消除机械因制造与安装造成的误差。 轴变形补偿: 对大型龙门机床的塌腰现象进行补偿,提高加工精度。
角度补偿: 通过坐标变换对倾斜轴进行角度补偿。
3D 刀具补偿:五轴联动加工中,刀具半径与长度补偿自动根据工件表面重新计算,简化 编程提高工作效率。
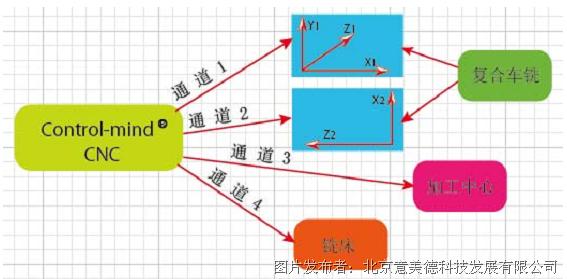
3.4 多通道控制
通道数表示的是一台数控系统可以处理的加工联动坐标系的数量。多通道系统中同一台 机床可控制多个坐标系,进行加工实现车铣复合或者复合车、铣、镗、钻、磨等控制,也可控制多台机床。每个通道都可单独控制,单独显示,操作灵活方便。
3.5 Mtasc 语言
此语言属于高级语言类似于 C 和 Basic,与 G 代码相比更灵活、功能更强大,适合设备 生产厂家进行二次开发。
(1).可任意定义各种长度、多种类型的变量和数组;
(2).具有许多常见的数学函数;
(3).具有多种循环语句与多种条件语句;
(4).允许有任意层扩展和嵌套;
(5).可调用自身子程序及其它语言的子程序;
(6).极其方便的 I/O 口操作;
(7).在程序的输入和编辑过程中可以执行任意一行或几行程序,可方便地验证程序及数据的合理性;
(8).大量运动控制专用语句。
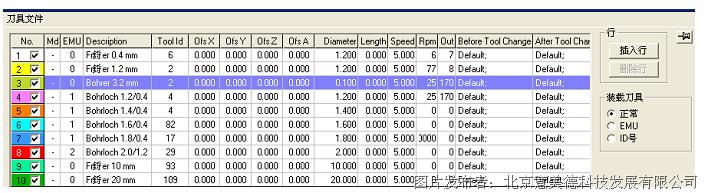
3.6 刀具设置
在 Control-mind 中实现刀具分类管理,解决了如何组织刀具使刀具的存取更方便、如何调度刀具使刀具交换次数᳔少、如何选配刀具使刀具预备时间᳔短、利用率᳔高。刀具磨损 补偿、半径补偿、偏移快捷方便的进行设置。并可设置刀具寿命,到寿命后提示或自动换刀。 参数列表显示,非常直观。
3.7 刀架控制
通过专门的设计方法实现多工位刀架控制,既可以进行 IO 控制,也可以进行电机控制, 来实现单向/双向转刀架。还可进行多刀架控制,定位准,速度快。
3.8 读取 DXF 文件
可读取 DXF 文件导入工件轮廓信息,直接生产加工文件,进行加工。DXF 文件若有多 层信息,每层作为一把刀具进行处理。操作者再进行刀具参数设置,对好文件零点,然后就可进行加工。
3.9 刀具测量/工件测量
刀具测量,可对加工刀具进行精准半径、长度、磨损测量,然后自动进行相应补偿,提 高加工精度。
工件测量,将测量头撞在主轴上能精确对刀,精准进行工件零点设定,批量时进行工件 的偏移,旋转调整。


3.10 车床专用 G 代码
G33 螺纹切削
通过该指令可进行等导程直线螺纹及锥状螺纹的切削加工,也可进行多条螺纹的加工。 通过该指令还可实现英制螺纹的直线及锥状切削加工。
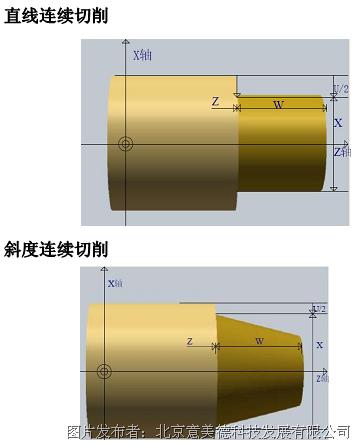
G77 纵向切削循环
通过该指令可在设定的 X 轴方向上进给循环加工,直到完成。 直线连续切削
斜度连续切削
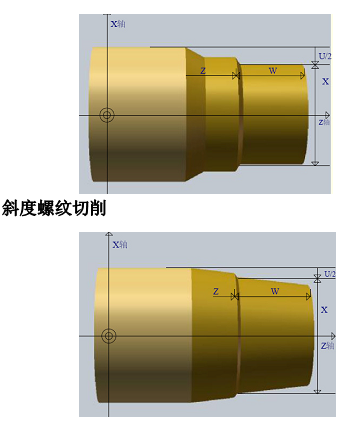
G78 螺纹切削固定循环
通过该指令可在设定的 X 轴方向上进给循环加工,完成圆柱或圆锥形螺纹加工。直线螺纹切削
斜度螺纹切削
G79 横向切削循环
通过该指令可在设定的 Z 轴方向上进给循环加工,直到完成。 直线连续切削
斜度连续切削

多次重复循环
多次重复循环指令可以减轻编程人员的工作量,可以使用 G 代码功能执行频繁出现的 加工步骤;在没有多次重复循环时,需要对多个 NC 程序段进行编程。软件系统一面自动计 算加工路径,一面执行加工循环。实时调整,进行精密加工。
G70 精加工循环
G71 纵向轴粗车切削循环
G72 横向轴粗车切削循环
G73 成型材粗车加工循环
G74 纵向轴沟槽切削循环
G75 横向轴沟槽切削循环
G76 复合螺纹切削循环
4.总结
此方案已经成功应用于精密车床,双通道车床上。完全可替代西门子系统、发那科系 统,可进行内外圆柱面、锥面、圆弧、回转体端面、螺纹等的加工。此方案可以用于工件的 粗加工、半精加工、精加工等各种方式。加工出的产品精度及表面光洁度都达到了客户要求, 生产效率高,操作方便。
5.联系方式
MOTEC 中国营业体系
北京科明德科技有限公司
地址:北京海淀区西四环北路 137 号,北一号院 传真:010-66547015
电话:010—56298855 转 668 010—56298855 转 525
网站:www.control-mind.com