



注塑工艺设置之三,保压压力
注塑过程中,当模具型腔快要充满时,注塑机螺杆的运动从流动速率控制转换到压力控制。在该阶段模腔中的塑胶熔体受到压实,一般而言,模腔填满后有8-12%的模腔体积的塑胶熔体需要通过保压压实到模腔之中。如何设置保压压力就比较重要:
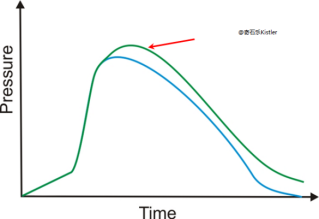
图1 保压压力太低
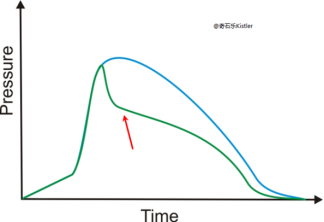
图2 保压压力太高
保压压力太低会造成短射、缩水、熔接痕等缺陷,模腔中的塑胶熔体由于保压压力不足造成压缩不足,也就是熔体的密度偏低,在冷却发生后造成体积收缩终点低于模腔体积。
保压压力太高会造成翘曲变形、飞边,严重时还会造成涨模。原因是过多的塑胶熔体压缩入模腔,冷却收缩造成的体积下降不足以抵偿,从图2模腔压力可以看出,在冷却结束后,模腔压力没有回到零点,会造成注塑制品有应力残余。在精密制品和需要电镀加工的制品尤其要避免这种情况发生。
最佳保压压力是既无短射、缩水缺陷,又没有应力残余。换言之,压缩进入模腔的塑胶,形成很高的模腔压力,在完成冷却时刚好消失。
发布时间:2019年10月25日 18:09 人气: 审核编辑:陈佳利
更多内容请访问(奇石乐精密机械设备(上海)有限公司 )