




台达变频器在恒线速度功能上的应用
供稿:中达电通股份有限公司
- 关键词:变频器,台达,恒线速度
- 摘要:恒线速度模式是非常常见的一个功能,可通过很多方法来实现。本文主要是介绍如何通过变频器本身的功能,来实现恒线速度模式。
1 前言
所有卷绕机都存在一个共同现象,即卷绕物在收卷过程中卷筒越卷越大,卷筒直径也随之增大,由线速度和转速的关系(线速度L=转速n*∏*D)可知如转速n不变,随着直径D的增大,线速度L不断加快,因此会造成卷绕物拉断等不愿见到的结果,为满足设备控制工艺要求,达到恒线速度控制目的,我们引入变频器控制来实现。那么,通过变频器如何来实现呢?常见的控制原理是通过放置编码器实时检测线速度信号,当卷筒直径增大导致线速度随之增大,旋转编码器检测输出给变频器的脉冲增多,通过与设定脉冲数比较,控制变频器输出频率降低,从而降低电机转速,达到恒线速度控制的目的。
本文以台达VE系列变频器为例,来介绍通过变频器,是如何实现恒线速度功能的。
2 VE系列变频器实现恒线速度功能原理
台达VE系列变频器内含恒线速度功能的典型应用模块,使用时,大家只需要调用此模块,按照模块框图设定好对应的参数即可。图1为典型应用的系统硬件框图。
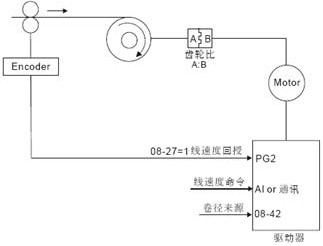
图1 典型应用的系统硬件框图
从框图上我们可以看到,VE系列变频器所支持的恒线速度功能,是通过编码器来检测材料上的实时线速度,从而实现线速度死循环,满足线速度恒定的要求。线速度的目标值,一般是通过电位器或者通讯的方式,在变频器上设定。以上方法是最常使用的方法,也是最基本的方法。
与其他品牌变频器不同之处在于,台达VE系列变频器的恒线速度模式,在常用方法的基础上,引入了材料卷径的因素,通过优良的算法,实时计算材料卷径,使在运行过程中变频器能够更加清楚运行状态,调节更容易稳定,参数设定也更加容易。
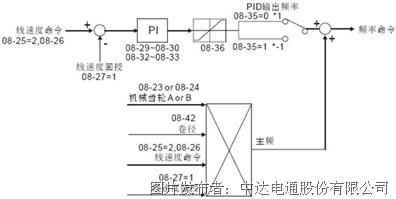
图2 系统框图
对应系统框图,我们来看看参数的设定步骤。
步骤一:调用恒线速度的模块,将参数08-21设定为2。

步骤二:设定线速度命令来源08-25和08-26。

设定线速度回授来源08-27和08-37。


在恒线速度模式下,目前08-27和08-37只支持脉冲输入,即08-27=1,08-37=3。
由于需要将编码器信号转化为线速度信号,所以我们还需要设定08-40。

设定最高线速度08-38和最低线速度08-39。

步骤三:设定机械相关参数。
机械齿轮比08-23和08-24

卷径的情况,如最大卷径08-43,最小卷径08-44以及当前卷径08-54

步骤四:设定PID的相关参数



通过以上设定,我们就完成了对恒线速度功能参数的设定。
在某些场合,可能无法安装材料实际线速度的检测机构,或者说由于打滑等原因,容易出现飞车等危险的情况。为了满足这种情况,我们也可以采用开环的方式,即没有实时的线速度回馈信号,来完成恒线速度的工作模式。由于台达VE系列变频器内建有卷径计算功能模块,在实际运行过程中,当实际卷径发生变化时,我们只要能够准确判断出现有卷径,就可以调整输出频率,从而达到线速度恒定的目的,这样我们就可以通过开环的方式来实现恒线速度的运行。
目前VE内建的卷径计算功能模块如下:
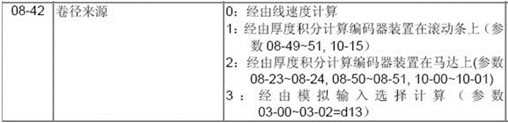
我们能够采用的是第一、第二、第三种模式。第二种模式,我们只需要采用一个带编码器的电机即可实现,安装简单方便;第一种模式,我们就需要在收卷辊上安装一个接近开关,主要作用是计算收卷辊旋转了多少圈;第三种模式,就需要借助专门的检测装置了,价格相对较高。这里需要特别提出的是:使用第一/第二种方式来计算卷径,有一定的局限性,即需要设定材料厚度,材料厚度不均匀的话,做出来的效果就不会太好;而且对于线材来说,除非每排排列的很整齐,否则也不太适合使用。此种模式比较适合用于材料厚度均匀的片材。
为了达到这种工作模式,我们需要借助于张力死循环速度模式。下面我们来看看是如何实现的。
张力死循环速度模式的典型应用系统框图如图3。
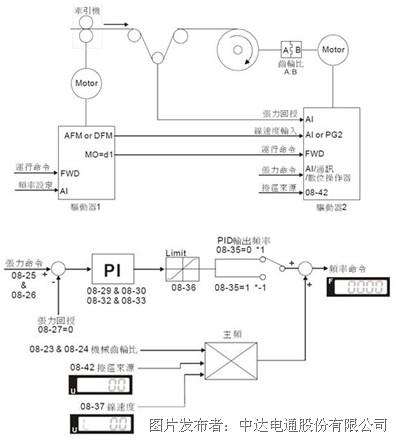
图3 张力死循环速度模式系统框图
与我们提到的开环恒线速度相比,以上部分多了PID的部分,所以我们只需要将PID的功能关闭即可。下面我们来看看参数的设定步骤。
步骤一:调用恒线速度的模块,将参数08-21设定为1。

步骤二:设定线速度命令来源08-37。

一般来说,使用模拟量的场合较多,即选项1。
设定最高线速度08-38和最低线速度08-39

步骤三:设定机械相关参数。
机械齿轮比08-23和08-24。

卷径的情况,如最大卷径08-43,最小卷径08-44以及当前卷径08-54。

对于卷径计算,我们介绍一下刚才提到的三种方法需要设定的参数。
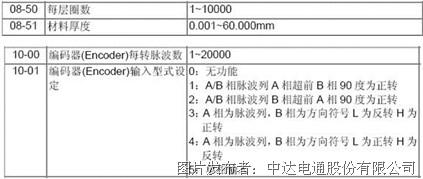
当08-42=1时,我们需要08-49,08-50,08-51;

当08-42=2时,我们需要08-50,08-51,10-00,10-01;
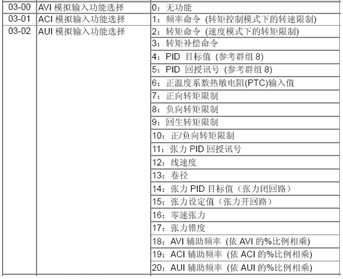
当08-42=3时,我们只需要将对应的仿真量端子功能定义为13即可。
步骤四:设定PID的相关参数。

由于此模式没有线速度的回馈,所以关闭PID功能即可,也就是将08-29=0,08-30=0。
3 结束语
以上谈到的两种模式经过分切机的测试,完全能够达到恒线速度的要求:使用第一种恒线速度模式,随着实际卷径的变化,线速度能够保持与设定值一致,且基本无误差;使用第二种方式(开环恒线速度模式),实际线速度与设定值的误差量也很小。客户对第一种方式表示非常满意,在要求不高的场合,对第二种方式也可以接受。
作者简介:
王浩,男,1978年出生,毕业于武汉科技大学自动化专业,目前任职于中达电通变频器产品开发处,负责台达变频器新产品的测试、推广和培训工作,经验丰富,知识全面。