




台达数控NC、伺服和变频器在非标铣床行业中的应用
供稿:中达电通股份有限公司
- 关键词:数控NC,,伺服,,变频器
- 作者:刘建平
- 摘要:随着机械加工领域人工成本的增加和市场对产品工艺品质的更高要求,以及生产效率的提升要求。当前由人工手动操作工件的铣圆弧槽和手动送料,已无法满足大批量工件的加工。本文主要介绍台达数控NC和伺服以及变频器在厦门上特展示系统工程公司的货架加工铣床系统中的应用,利用台达数控NC精度较高的圆弧插补功能,搭配由3套AB伺服组成的3轴机构以及2台B系列变频器和2个主轴马达,构成一台定长送料和铣圆弧槽的数控铣床。 该铣床投入应用后,极大的提高生产效率和工艺精度。
1 引言
由于商品经济和服务业的高速发展,各种产品的展示和存放对货架的需求越来越大,对品质的要加工合理的圆弧,使各个骨架能够紧密牢固的结合起来。达到产品稳定,容易组转和拆卸。旧的加工方式主要靠人工操作,在效率上十分缓慢,在工艺精度上存在极大的累计误差,圆弧纯粹使用机械导槽引导主轴电机移动,加工出来的圆弧十分粗糙,并且在送料时使用卡销定位,累计误差大。这种方式加工出来的产品,工艺无法满足客户的需求,产品不易安装和拆卸,在牢固性和稳定性上大打折扣。产品出来后,还要有后续工艺对其修正,加大生产成本。
使用全新的数控系统进行加工后,效率是人工的3到4倍,产品精度高,无需再通过人工修正。设备操作简单,减低工人的生产强度。该设备主要采用台达H4CL-M数控NC,伺服ASD-A1521-AB,变频器VDF055B43A,以及主轴马达。通过构架XY2轴平台,以及外加Z轴送料电机。采用G代码对系统的运行速度和运行轨迹和各种动作方式进行控制,可以通过画面修改不同产品对应的参数,加工不同尺寸产品。
2 数控系统
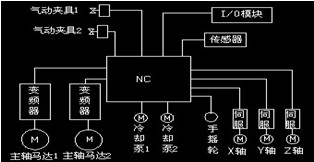
数控系统示意图
2.1 硬件组成
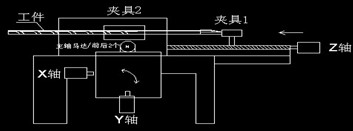
H4CL-M一套(包括手摇轮和I/O板),控制系统的所有动作,NC外接一个手摇轮,用作平台手动移动调整用。伺服3套,1.5kW,组成XYZ三轴机构;变频器5.5kW 2台。主轴马达2台,用来加工工件正反面同时铣。控制主轴电机工作。9个接近开关,用作XYZ的原点和极限保护。气动夹具2套,用来加紧工件。小型水泵2台,用来对主轴马达和工件提供循环水降温。
2.2 工作原理
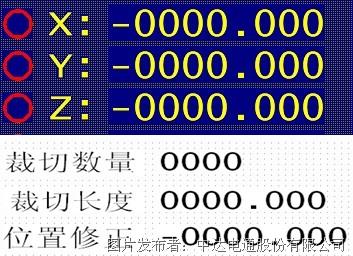
整个系统软件由G代码、M码、PLC程序以及画面程序组成。NC根据客户设定的参数,启动系统,通过发出0~10V的模拟信号控制伺服和变频器。伺服采用速度模式,伺服回馈ABZ编码器脉冲信号给NC;变频器最高频率设置为400Hz,使主轴马达的转速达到10000转以上。系统画面可以设定加工槽数量,加工槽间距以及误差调整等参数,可针对不同长度工件设置相应的参数,进行加工。屏幕画面可随时查看各个轴的坐标和G代码运行情况以及各种故障信息。使用户操作方便,直观,便于维护。
系统启动,夹具夹紧工件,各个轴回归设置好的加工起始点,主轴马达高速旋转,冷却液供水。人工确认开始。XY机构将进行圆弧插补动作,先正向铣圆弧,到位后再反向铣回原位,一个槽结束后,打开夹具,Z轴电机马上将工件向前走设定好的间距,Z轴送料到位,夹具加紧。系统重复XY的圆弧插补动作,直到一个工件所有的圆弧槽都铣完。夹具打开,各个轴回归加工起始位置,等待下一个工件的加工。
3 系统特点与应用场合
随着市场的需求,在精度要求较高以及工件重复加工领域,非标铣床的应用将更加广泛,此系统配置的3轴机构,也十分广泛。设备使用将近1年的时间里,电气系统未出现过问题,稳定性较高,各个运动轴都有极限保护传感器,防止机械碰撞的发生,加工时有防护外罩,有效保护人员安全和废料的外泄。
台达H4CL-M是专为铣床行业设计应用的数控系统,搭配台达伺服和变频器,具有较高的精度,满足目前市场对工艺的较高要求。
4 结束
本系统采用台达数控、伺服、变频器。具有系统稳定,定位精度高,误差小,效率高等优点。可以应用在对加工工艺要求高的行业,系统配置紧凑,功能齐全,可调性高。可通过改变G代码程序加工不同工件。操作简单、容易维护、故障率低。
在使用NC过程中,在载画面程序时间较长且不容易连接,希望这点台达可以进一步改进。
作者简介
刘建平 男 技术员,任职于厦门世科自动化工程有限公司,从事自控系统集成与应用工作。
参考文献(略)