


亿维自动化锂电池卷绕机解决方案
- 关键词:亿维,锂电池,PLC
- 作者:亿维
- 摘要:半自动圆柱形锂电池卷绕机的控制系统由亿维X3-60TD PLC系统、亿维UH407S触摸屏、电磁阀(驱动气缸)伺服驱动器等组成。

设备简介
卷绕机是把整卷的正负极片和隔膜通过卷绕的方式做成电芯的关键设备,主要动作流程包括:预卷、入片、卷绕、极片和隔膜裁断、换位、贴胶带、下料等;由于卷针形状的不规则性,要保证卷绕过程中的线速度恒定和张力波动小,对控制系统的要求特别。
随着电池市场呈现爆发性增长,对卷绕机的需求越来越多,卷绕机按照机器运行方式,可分为:手动卷绕机、半自动卷绕机、全自动卷绕机。
半自动圆柱形锂电池卷绕机适用于锂离子电池电芯半自动卷绕;适合于油性极片、水性极片及各种隔膜
隔膜采用主动放料,张力线性恒定。更换隔膜一次性定位,节约调机材料、减少浪费,使机器工作时间加长,效率更高。隔膜采用热焊接方式,减少了隔膜的浪费,工作更稳定,是一款更加适合终端客户应用的设备。

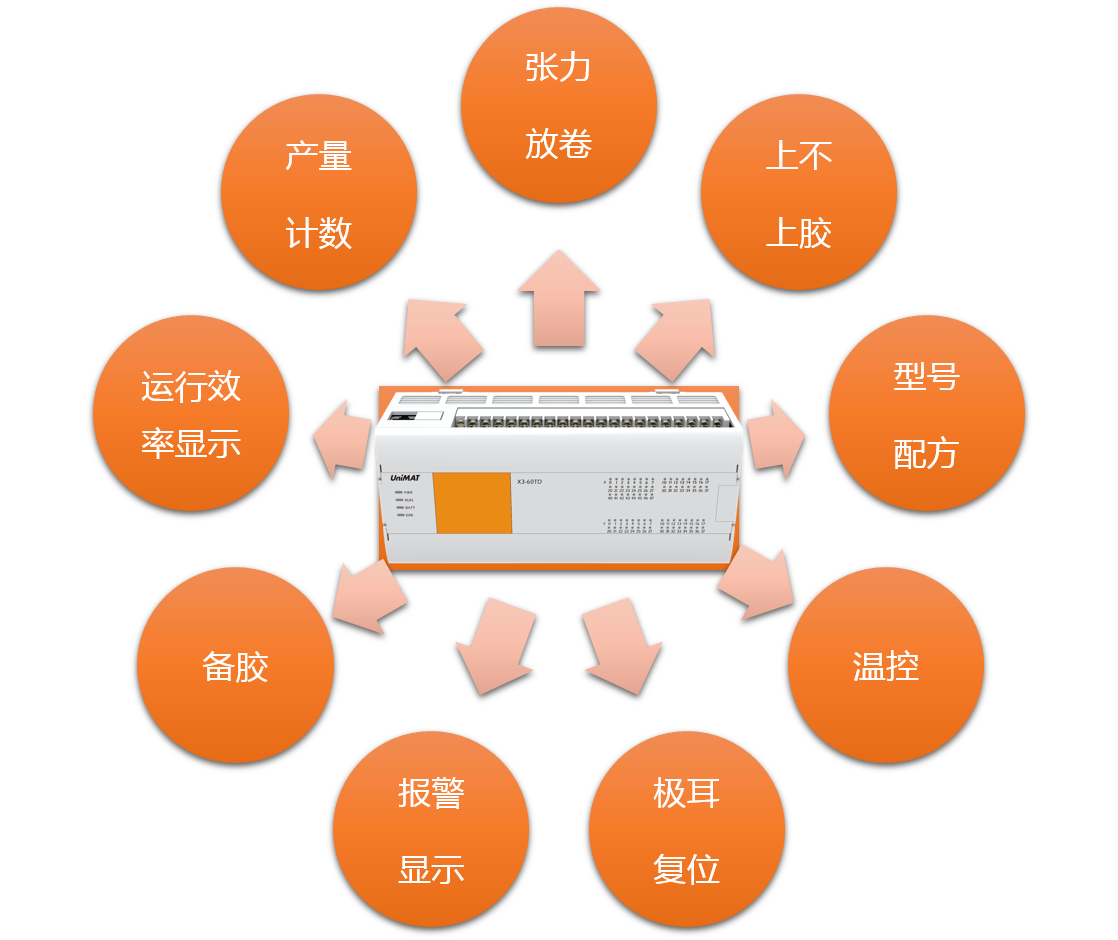
功能及特性
1.设备功能:本设备是将正负极片和隔膜半自动卷成电芯并贴好胶带。
2.设备主要特性:
1)人工单片上极片,自动卷绕、自动贴胶带和自动下料。
2)采用双卷针组合双工位结构,使速度更快、平稳。
3)隔膜采用恒张力控制,其张力大小不受马达和气压的变化而影响,且克服了卷绕和放卷时造成的张力冲击。
4)卷绕采用步进马达直接带动,可靠性高,运行更稳定;
5)贴胶方式,先将胶带按工艺要求尺寸贴在正极片尾部,电芯卷绕完自动包住电芯,此方式贴胶首先电芯外观平整,不会出现传统贴胶方式造成外包极片折皱现象,其次用少的胶带就能包住电芯,节约了胶带的同时,也减小了电芯的厚度。
6)系统有自动记忆功能,多种型号的产品参数可自动保存。。
7)采用人机界面,操作简洁,直观方便。
控制系统
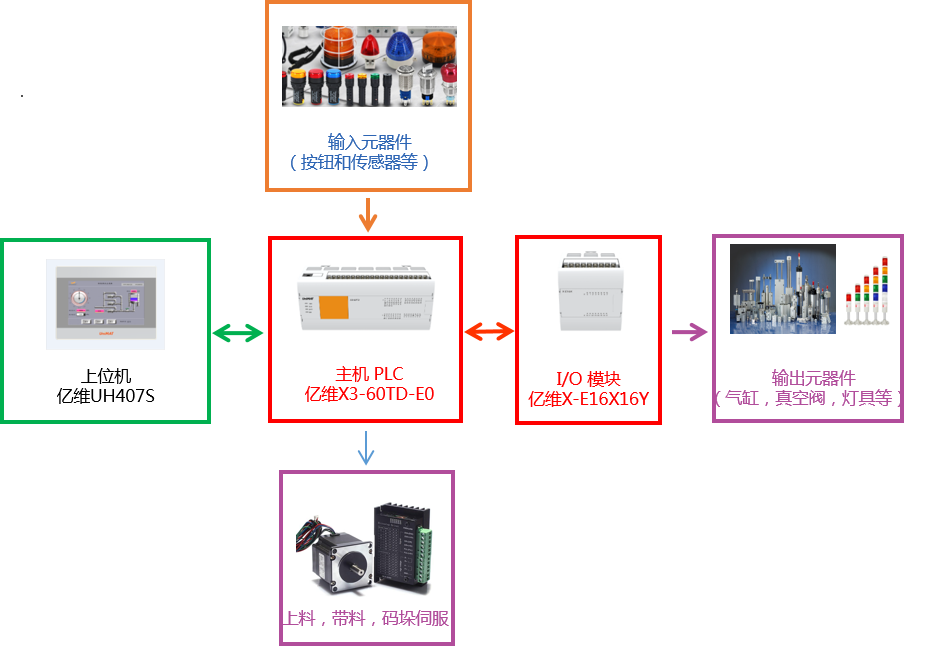
半自动圆柱形锂电池卷绕机的控制系统由亿维X3-60TD PLC系统、亿维UH407S触摸屏、电磁阀(驱动气缸)伺服驱动器等组成。
亿维X3-60TD PLC支持36DI/24DO晶体管输出;6轴200K高速脉冲;支持直线插补,圆弧插补功能。
序号 | 品名 | 单位 | 数量 |
1 | 亿维X3-60TD | 台 | 1 |
2 | 亿维X-E16X16YT | 台 | 1 |
3 | 亿维X-E8X8YT | 台 | 1 |
4 | 亿维UH407S | 台 | 1 |
5 | 步进 | 台 | 6 |
控制工艺图
工艺流程
设备工艺流程主要分为三部分,隔膜张力放卷,卷绕,备胶。
上下隔膜张力放卷:
•利用编码器和步进电机组成张力系统,设置虚拟零点达到平衡,收放卷丝滑不卡顿,完美解决隔膜的收放卷
备胶流程:
•上/不上胶功能选择,重上胶功能,设备运行前备好胶带,节省设备效率。
卷绕流程:

现场要求
设备电柜图

机械结构

型号配方
在生产过程中,由于产品类型多样,需要用到多种不同型号的产品,也还需时常更换型号。为了更加节省调试时间和节约调试成本,而配方刚好就可以满足这一需要,将变更型号参数做成配方功能,一键保存,一键调用,方便快捷,省时省力。

编程与组态
触摸屏控制系统
用户可通过触摸屏设置相应参数,如上料数据,带袋距离,码垛数据,速度等,可查看产品完成个数,也可起停设备。设备异常时报警信息及时传送至触摸屏,提醒操作人员进行紧急处理。
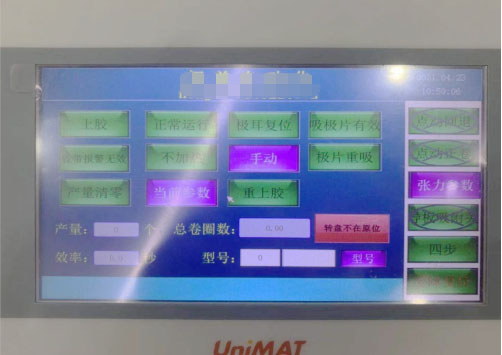
触摸屏操作界面
PLC控制系统

左右卷针定位采用相对位置定位。