


【案例分享】自动送料,X系列PLC帮您解放双手!
- 关键词:亿维PLC,X,冲孔机
- 作者:亿维
- 摘要:全自动送料冲孔机送料位置准确,联调顺畅,解决了不锈钢管冲孔难,速度慢的问题,提高了生产效率,为企业节约了大量的生产成本。
设备简介 不锈钢冲孔机主要用于不锈钢、防盗网、铝合金等材料上加工出孔的自动化设备,能够实现自动冲孔,可更换安装不同规格的冲孔模具,整个装置的结构简单,操作简易,重量轻,便于搬运。随着人力成本的增加,设备冲孔技术的提升,采用自动冲孔机对各种不锈钢管、铝合金材料进行冲孔优势明显。 冲孔行业发展过程中,市面上存在大量的手动/半自动冲孔机;此类设备冲切效果良好,只是送料精准度较低,或是上料的人工干预度较高,本案将冲孔送料系统直接搭载到现有各种类型冲孔机实现设备的自动化升级,造福终端用户。
设备结构

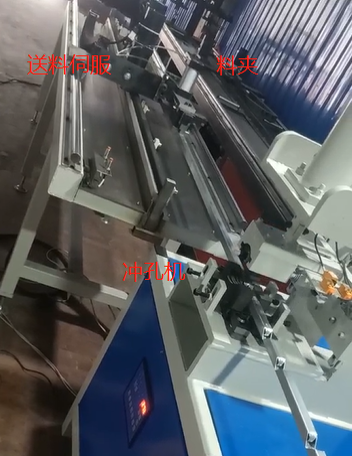
产品配置
硬件明细表 | |
UniMAT主机 | X3-16TD-E0 |
UniMAT人机 | UH407-4AU01-0AA0 |
通用伺服 | 1套 |
传感器 | 若干 |
电气部件 | 若干 |
气动部件 | 若干 |
机械部件 | 若干 |

系统优势
1.支持配方在线修改,U盘导入导出,繁多的工件品类快速一键选择;
2.项目需要大量的算法,将算法集成到HMI脚本,有效减少了PLC的程序量;
3.PLC扫描周期更短,系统运行更流畅。
电控系统


工艺流程
送料机设计支持等间距及不等距两种送料加工方式。标准模式下只需要设定料长/两头留边/度/孔数/孔距等基本参数,即可自动换算出首尾长及各段送料位置;也可通过首尾长度反算出孔距及坐标。不等距模式则通过设定总料长/各段长度与段数及可实现精准送料。

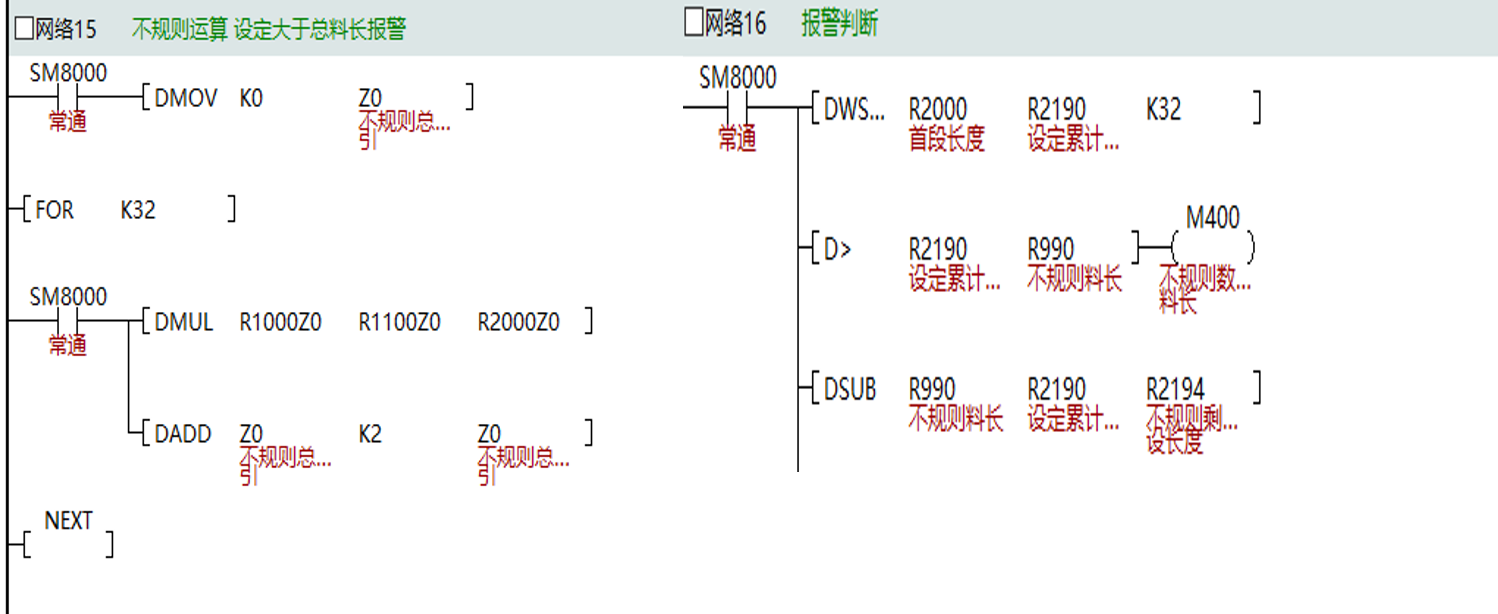
防呆要求
不规则模式时,可设定多段送料长度,每个长度送多次。数据设定需做防呆报警,辅助用户正确设定参数。程序可通过变址方式统一将已设所有长度排布于一段连续地址内,通过求和指令得出已设总长,其与总料长值比较可得出是否设定超限。
人机界面

调试效果
全自动送料冲孔机送料位置准确,联调顺畅,解决了不锈钢管冲孔难,速度慢的问题,提高了生产效率,为企业节约了大量的生产成本。

发布时间:2021年4月19日 0:00 人气: 审核编辑(王静 )
更多内容请访问(深圳市亿维自动化技术有限公司)