
再创新高 | Faulhaber助力突破汽车工业批量生产历史性难题!
- 关键词:Faulhaber,直流无刷伺服电机
- 摘要:激光束能非常精确高效地熔融金属甚至使其蒸发,正因如此,它们越来越多地用于汽车或其他领域中的焊接和软钎焊。

激光束能非常精确高效地熔融金属甚至使其蒸发,正因如此,它们越来越多地用于汽车或其他领域中的焊接和软钎焊。
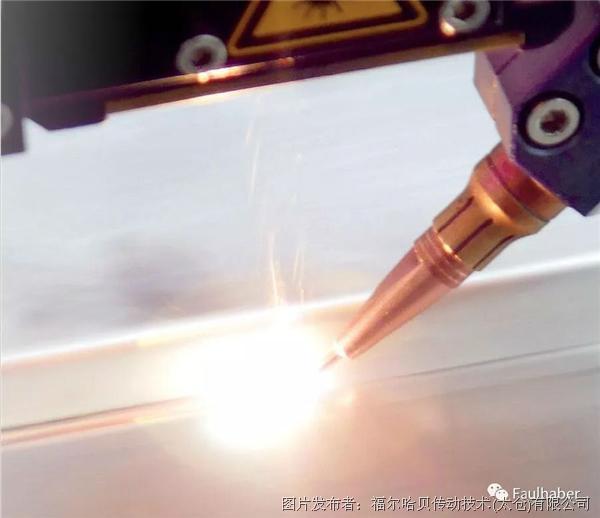
通常,传统的激光装置仅有单个焦点或“光斑”,如焊枪。不过,德国Laserline公司现已开发可用于激光软钎焊和焊接的多光斑光学器件,这为处理高难度加工材料提供了便利。其中,FAULHABER驱动有幸与其合作,以确保光斑能量的正确分配。
汽车制造商主要使用镀锌金属板作为车身,因为锌能防止钢铁生锈。以前,保护性金属涂层通常采用电镀涂覆。然而,现在的首选方法是热浸镀锌,因为它能提供更佳的防腐蚀保护。但是,当这种热浸镀锌金属板用于生产时,软钎焊过程出现了意想不到的问题。
软钎焊还是焊接?
与焊接相比,软钎焊为汽车工业批量生产提供了诸多优势。
在焊接过程中,金属板沿着焊缝被加热至熔化温度,然后将金属板连在一起。这需要高精度,且不能出现明显焊缝。若焊缝粗糙,锌熔融时会产生气孔。
然而,在软钎焊中,接缝由不同材料组成,它们在金属板之间作为填充材料。这种铜硅焊料在软钎焊过程中会液化,然后固化,因此不仅能将零件焊在一起,还填充了间隙。
因此,软钎焊可承受更大的尺寸公差,在夹持工件方面也无需耗费太多工作。最重要的是,软钎焊允许出现焊缝,这意味着无需进一步加工即可对软钎焊部件进行喷漆。
然而,在热浸镀锌金属板时,焊料出现异常。“在焊缝旁的表面,焊料的液态飞溅物增加。特别是微小的飞溅物,最初很难看到,但在喷漆后会变得清晰可见”,Laserline公司汽车销售经理Axel Luft博士在报告中指出。“实际焊缝的质量也有所下降,它更粗糙,经常形成波纹,就是焊料会穿过最初预计的焊缝边界。”
热浸镀锌金属板的软钎焊解决方案
很明显,这些问题与钢板上的锌层有关。在热浸镀锌后,锌层变得更厚也更不规则,其异常反应对软钎焊工艺产生了负面影响。
德国大众汽车技术规划和开发部工程师Thorge Hammer负责该软钎焊工艺,他给出了解决方案:在软钎焊前将锌从焊缝边缘除去,然而,这需要将常见的圆形激光光斑变成矩形,且需开口,才可供给焊料。接着,光斑的“前”角会去除锌,剩余的矩形部分则进行软钎焊。
Laserline公司首席开发工程师Markus Baumann博士表示:“从技术角度来看,该解决方案不可行,但方向是对的。我们无法生成形状复杂(光学上非常困难)的光斑,于是在主光斑上增加了两个较小的光斑。”
在软钎焊过程中,这些较小的光斑(仅数平方毫米)会一直瞄准主光斑前的焊缝边缘,其能量足以熔融该区域的锌层,然后熔化钢并产生轻微的氧化并形成钝化层,从而防止主光斑在液化焊料时产生晃动。
因此,在焊接零件时无需在喷漆前进行加工以去除焊接飞溅物。经验证,矩形主光斑是一个非常好的解决方案,其原因还包括:和圆形光斑相比,它在焊料上散热更均匀,这有助于形成更平稳的焊料浴。“有了这项技术,我们能解决热浸镀锌金属板遇到的所有问题。”Luft博士欣喜地说。“该技术现已用于大众汽车的批量生产。软钎焊速度每分钟达4.5米。其他制造商将会纷纷效仿。”
光学模块化光束分离
光学模块可确保精确对准光斑,它含有可调整激光束的各种光学元件。准直透镜可对准光纤电缆的发散激光束,使其平行运行。均匀化阵列则产生方形主光斑,其他光学元件会分离光束并生光斑。
在软钎焊时,主光斑的正面和侧面会产生两个前导光斑,为了在加工后形成干净的焊缝,必须精确设置主光斑和前导光斑以及两个前导光斑之间的功率分配。还可通过光学元件的位置来分配光斑的激光功率,并通过x和y轴移动这些元件来精确分配激光功率。
例如,为了深度焊接铝,可在较弱的大光斑内放置一个较小且密集的光斑。为了将不同厚度的金属板焊在一起,两个光斑可适配相应的材料。这可在运行过程中完成,因为Laserline光学模块中的元件可通过Faulhaber驱动来移动。
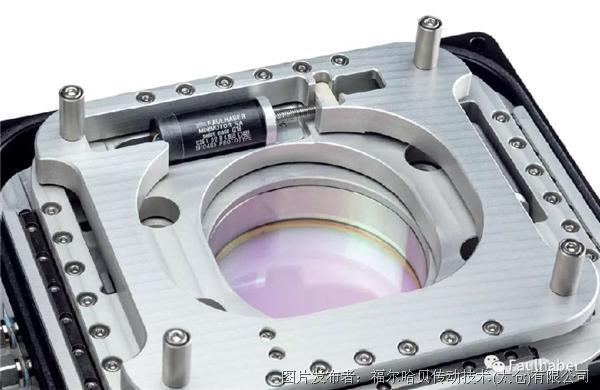
该方形模块长12厘米,高5厘米,光学元件和精密机械系统均安装在这个狭小空间内,因此,电机的空间十分有限,这对驱动的紧凑性提出较高要求。

“我们选择了FAULHABER 1226 B系列无刷直流伺服电机,直径仅12毫米,无联轴器,其导螺杆直接连接到电机轴上,”Baumann博士解释到,“尽管非常紧凑,但它仍能可靠地提供所需的功率和速度,还能简单便捷地集成到系统中。”
FAULHABER运动控制器可安装在模块外部,通过RS232串行接口即可实现通信。若客户需要,电机/控制器组合也可通过CAN总线系统启动,无需对机械装置或外壳进行任何改动。RS232控制器还可轻松替换为带CANopen接口的版本。
可确保定位的驱动
在软钎焊和焊接时,激光光学装置安装在机械手上,它能将激光光学系统移到所需位置。因此,光学器件需承受较大的动态载荷,这些载荷会作用在电机上,并导致其位置发生变化。
“这对FAULHABER驱动而言毫无影响,因为它可通过集成的霍尔传感器检测当前位置,如有需要还可在激光器定位在焊缝上之前对位置进行相应调整,”Luft博士强调说。“因此可排除任何错误定位,这得益于Faulhaber高质量的驱动产品。这一点至关重要,因为我们的客户希望至少七年内无故障运行!”
显而易见,FAULHABER驱动能满足Baumann博士的需求,就像八年前他为新的变焦光学系统寻找电机时一样。
那时,步进电机常用于这类设备。然而,正如开发工程师报告的那样,这类步进电机在机械手质量加速方面存在问题:“动态负载会导致步进电机丢失个别步数。为了防止这种情况发生,可用编码器来确定并重新调整位置。这不仅复杂,而且也很昂贵。
我年轻时需要用紧凑型电机来制作模型船,FAULHABER刚好能满足我的需求。后来,我在开发变焦光学系统时想起了FAULHABER,并再次找到了最佳驱动装置,它帮助我们创建了极具成本效益的解决方案,后来证明非常成功。”
新的多光斑模块也完美地完成了批量生产任务。此外,这种光学系统已得到专家们的广泛认可:短时间内在工业应用中实现的技术解决方案和经济效率让“激光技术创新大奖”的国际评审团信服。今年,评审团授予了开发团队一等奖。
关于 FAULHABER
FAULHABER 是一家独立的由家族经营的集团公司。公司总部在舍奈希(德国),这里是欧洲最重要的高级工业技术区之一。
FAULHABER成立于1947年, 目前掌 握了广泛设计诸多领域的先进的小型和微电机技术,作为单一供货商为全球 客户提供多种产品。基于技术多样性,我们设计最小空间内能保证精密性和可靠性的驱动解决方案。其主要应用领域包括生产自动化、机器人、航空航天、光学系统以及医疗和实验室技术。
除了德国 FAULHABER 还在瑞士、美国、罗马尼亚和匈牙利拥有其他研发和生产基地。经销商和分支机构遍及世界各地 30 多个国家。FAULHABER 目前拥有员工 1900 余名。
福尔哈贝传动技术(太仓)有限公司位于江苏省太仓市,是总部位于德国的FAULHABER集团的全资子公司,负责FAULHABER集团微型驱动系统在中国的销售,技术支持和服务。
