风机齿轮箱故障诊断 — 基于振动信号
供稿:北京天泽智云科技有限公司
- 关键词:齿轮箱,故障诊断,振动信号,天泽智云
- 作者:天泽智云
- 摘要:通过对振动信号进行有效地采集、分析和处理,监测设备运行状态,识别故障类型,大大降低风机维护成本。
风机齿轮箱及其故障类型
风电机组多位于高山、海滩、荒漠等风口处,交通不便,运维资源调度困难,且一旦发生故障停机,每日仅由于少发电所造成的损失高达1.2万元(2MW风机)。齿轮箱作为风力发电机组中的重要传动部件,主要作用是将风轮动力传递给发电机,使其得到相应的转速,是实现风能转换为电能的最主要部件之一,也是风机中故障率最高的零部件之一。
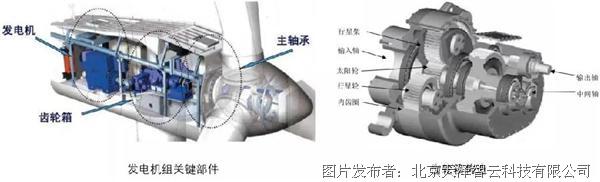
而且由于齿轮箱安装于距离地面几十米高空塔顶的狭小机舱内,出现故障修复十分困难。如果齿轮箱故障比较复杂,无法在塔顶完成维修,还需要下塔处理,其维修费用高、维修周期长,严重影响风机的正常运行。

“滑”雪维修 心疼风电运维工程师一秒
因此,对齿轮箱进行故障诊断,判断故障发生位置及时间,能有效提升运维效率,降低维护成本。常见的齿轮箱故障模式可分为以下两类:
齿轮类故障
齿轮箱内部结构复杂,通常含有多级齿轮,常见的齿轮故障形式有:齿轮断齿、齿面胶合、齿面磨损、齿面胶合和擦伤、齿面点蚀等。
轴承类故障
轴承本身的抗冲击能力不是很强,在实际的生产活动中,是很容易损坏的部件。常见的轴承故障有:外圈故障、内圈故障、保持架故障、滚动体故障等。
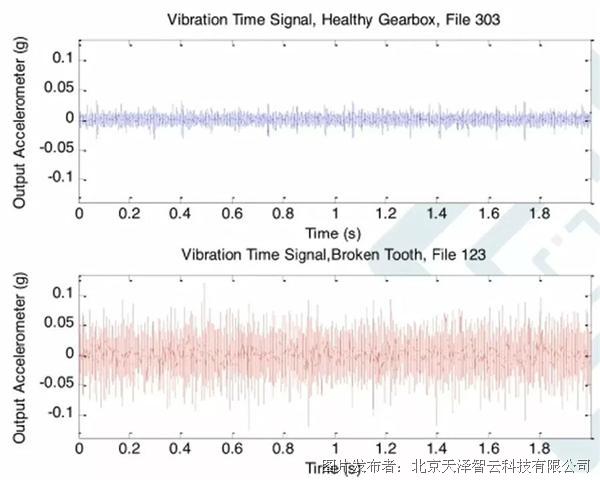
齿轮箱中的轴、齿轮和轴承在工作时会产生振动,若发生故障,其振动信号的能量分布就会发生变化,所以上述故障一般都能在振动信号中体现出来。对振动信号进行合理有效地采集分析,可以很好地识别设备运行状态,大大降低风机维护成本。
基于振动信号的齿轮箱故障诊断
数据是制约算法能力的根本因素,所以为了能更准确地从齿轮箱运行状态信息中提取出故障特征,从而提高故障诊断可靠性和有效性,需要从传感器测点、振动信号采集,及结合行业机理的信号处理和特征工程技术等多方面着手。
首先,选择最佳测点
传感器作为信号采集分析的第一步,选择最佳测点成为获得有效故障信息的重要保证。布点位置不对,导致采集不到优质信号的同时,甚至可能将错误的信号发送到主机而引发一系列误判。如将传感器安装到发电机箱体上,由于它距离振动源太远且箱体噪声较多,无法采集到所需的振动信号,更不用提后期的算法实现。
为了真实而充分地监测到能客观反映设备状况的振动信号,在掌握设备结构、设备参数、设备工作条件和设备工作原理等的基础上,还应该把握以下几个原则:
测量部位应选在设备上对振动敏感的部位。一般都把轴承处选为主要测量点,把机壳、箱体、基础的部位作为辅助测点。
对于低频振动,一般应在水平、垂直、和轴向三个方向进行测量;对于高频振动,则只需在一个方向(径向)进行测量即可。这是因为低频信号的方向性强,而高频信号对方向不敏感。
选择测点时还应考虑环境因素的影响,尽可能避免选择高温、高湿、出风口和温度变化剧烈的地方作为测量点,以保证测量结果的有效性。
其次,合理采集振动信号
传感器布置到合理的位置之后,我们需要考虑为准确提取故障特征需要采集哪些振动信号。对数据本身而言,应该把握以下几个原则:
数据量:我们需要采取足够多的历史数据样本来帮助建模。
数据质量:采集的信号需要能够支撑业务目标,提供足够好的数据质量,数据具有可分类性。
数据样本数量及丰富性:采集的信号是仅限于单机的单体设备,还是需要采集集群对象的相关数据。
具体到风机齿轮箱故障预测的振动信号采集,则需要在满足风机主状态为发电状态,且发电机转速高于100RPM的前提下,每隔半小时采集20s的CMS数据,并每50ms通过modbus读取一次主控数据。
最后,运用特征工程等技术进行故障诊断
在机理理解强、数据相关性弱的情况下,有效的预处理与特征工程能达到事半功倍的预测效果。为了便于大家更好的理解,下面以在2009年PHM数据竞赛中的齿轮箱故障诊断竞赛题作为案例进一步分析。
如图所示,在齿轮箱的输入端与输出端分别装有振动传感器,但对于健康信号及故障等信息完全不知,要求在此情况下判断其故障。(大家能想到哪些方法,欢迎在文末留言讨论)

我们当时在做这个项目时,总结下来主要涉及以下几种技术或方法:
时域特征提取
时域同步平均
信号预处理
频率分析
检测轴承故障的包络谱分析
其他齿轮诊断相关有用特征
谱峭度
频谱相似度
小波分析
下面进行具体说明。
首先是对信号进行观察,提取出时域特征,这是由于时域特征的计算方式相对简单,且能够直接筛除一些非常严重的故障。
之后对信号进行预处理,增强其中的一些机械信号,运用时域同步平均的方法,把不同转的振动信号分割开,在时域进行平均,从而得到转一周360度的振动信号标准情况,其本质是对信号降噪。
当轴承磨损一定程度时,能够在频域直接看到有具体哪些故障,所以在分析时要先判断是否有严重故障之后再做精细处理。
再对轴承进行包络谱分析后,我们发现在内环对应的故障频率有故障的发生。
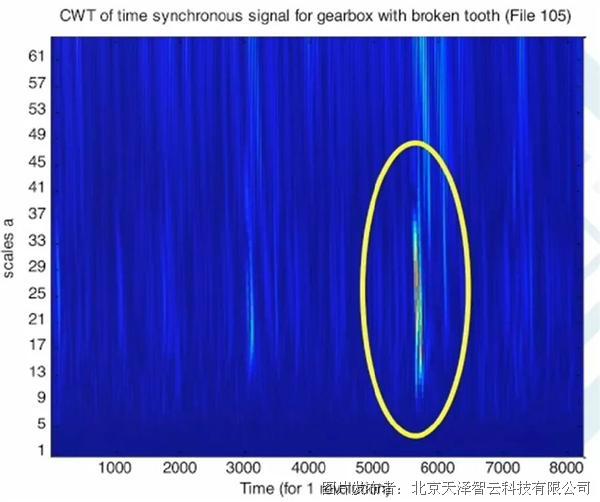
此外对于非稳态的信号产生的故障,我们运用小波的方式进行抓取,定位到故障的发生时间、层级等。
之后对整个信号进行小波分解,其基本原理是将原始信号不断细分,针对离散的小波变换采用不同的信号处理方式。
而谱峭度相当于对原始的信号做滤波,突出其尖度、脉冲度非常高的信号,因为这些信号往往很可能对应着某些故障信息。
同时,我们也开发了一个对频谱的相似度进行量测的量,通过衡量频域相似度进行自动化判断。
工况分割主要针对一些特殊的变量,如转速、负载等信号等,将多工况的整体信号拆解开后,再对简单量化后的工况做分析,对同类信息进行对比,提高精确度。
最终通过整个分析过程来判断齿轮箱具体有什么故障,而且即使在分析过程中没有发现明确的故障,也可以通过对比判断出存在哪些潜在的故障。
以上算法被评选为2009年PHM竞赛的冠军算法,其中融入了非常多的行业机理,可以让信号处理、特征提取等技术更好的发挥作用,进而取得更精确的诊断结果。
